

以下是:电解抛光设备老品牌高品质的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 范围 供应范围覆盖四川省 遂宁市 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、内江市、南充市、自贡市、德阳市、广元市、眉山市 船山区、安居区、蓬溪县、射洪市、大英县等区域。 电解抛光设备老品牌高品质,前海灯鼎实业(遂宁市分公司)为您提供电解抛光设备老品牌高品质的资讯,联系人:楚先生,发货地:宝安区沙井镇。 四川省,遂宁市 遂宁市地处四川省城镇化发展主轴,是四川省战略部署建设的“六大都市区”之一,成都平原城市群重要组成部分。成渝地区双城经济圈中联动成渝的重要门户枢纽和成渝发展主轴绿色经济强市。是中国旅游城市、全国双拥模范城市、全国文明城市、全球绿色城市、园林城市、国际花园城市、卫生城市、中国十佳宜居城市。
观看我们的产品视频,就像打开了一扇通往电解抛光设备老品牌高品质产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:电解抛光设备老品牌高品质的图文介绍
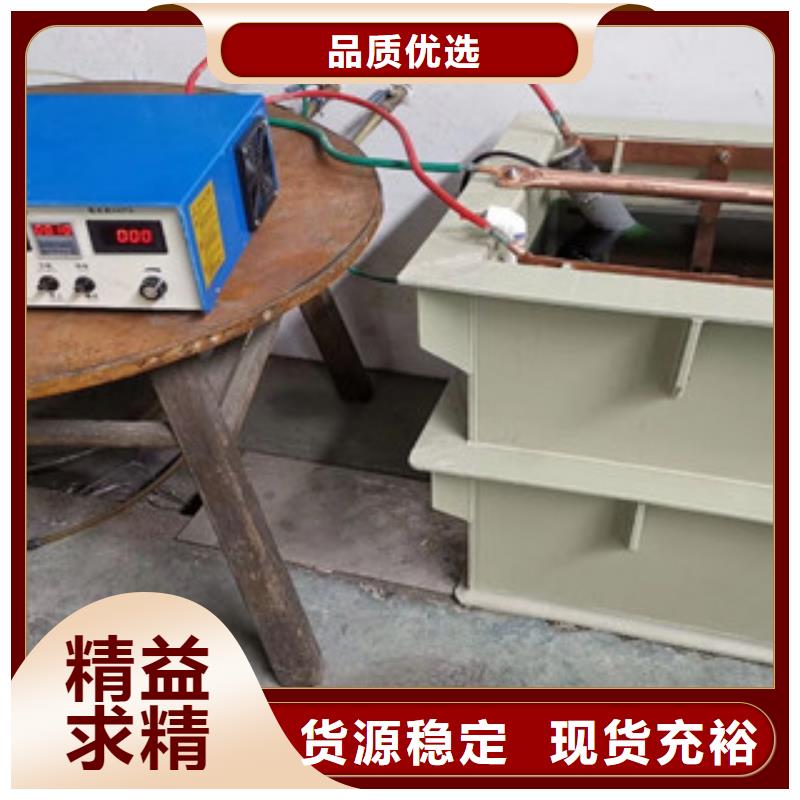
二、整流器大小的选择:整流器一般以槽体体积大小为参考选择,一般为槽体积(立方米)X1300A=整流器大小。如2立方米的槽,标配2500或3000A整流器为宜。
三、降温设施:连续式电解或高负荷电解的一定要考虑做好降温设施,一般采用耐酸的塑胶类管(日丰焊接用包铝管)布在槽的一侧(紧贴槽壁,再挂阴极)。降温时可以采用冷水循环方式。因为加温相对易解决,可以采用石英电热管,但在作业过程中温度会随电解放热而不断升温。温度宜控制在50~70变为宜。过高的温度对品质和药剂寿命都会产生不良影响。
四、药剂过滤:想要长期稳定的做好品质,过滤很重要。可以减少药剂在电解过程中溶解的杂质,有助于提高电流效率和品质。防止产生沉积。如:保温杯电解过程中溶解了喷砂的砂粒,如果不过滤则会对光洁度和一致性产生影响,过滤后即可恢复正常。过滤可以采用酸碱过滤泵解决。
五、电解药剂的选择:电解抛光液的选择非常重要、决定了品质的等级。一般市面上老配方铬酸型药剂对操作环境有影响,铬酸的挥发不但刺激皮肤和强烈的刺睥味道。主要还是使用寿命不长,使用温度高,易失效,且电解一段时间后表面成哑白色,没有不锈钢的正常光洁。这方面灯鼎表面处理技术开发有限公司有多款环保无铬的电解抛光液可供选择。灯鼎专业的技术人员会根据您的个性化需求配制合适的药剂。
张家港灯鼎科技有限公司目前为常州,无锡,昆山,杭州,台州,宁波等全国15个城市安装调试了不锈钢保险杠电解抛光设备,个别客户在电解保险杠的时候经常遇到很多的问题1,电解保险杠的时候为什么保险杠发白,有种朦胧白的效果?回答:产品发白的原因因素有很多,2大点:1电解液的温度有没有达到佳状态,一般学过物流的都知道,电流的大小给三种因素有关:【1】电压,我们在机器功率额定的状态下,知道电流随着电压的增大而增大【2】温度,电流是随着温度的增高而增加的,我们可以做个例子:当你电解一个产品时,没有温度的情况下,电压10V,你看电流是多少,当有温度的时候,电压还是10V,同样的产品,你再看电流多少,后则一定比前者大,而且电解的效果比没有温度电解的效果更镜面。电解液的佳温度60°左右。【3】接触面积,因为接触面积越大电流越大,影响接触面积的元素有很多,挂具与阳极铜棒的接触面积,挂具与产品直接的接触面积,铅板与阴极铜板的接触面积等等。2产品不导电,测试产品有没有导电可以从以下3点测试:【1】直接观察计时器上面有没有电压电流。【2】观察电解槽2边阴极电解液有没有电解液纹向中间阳极铜棒流动。【3】阳极铜棒上的挂具上的产品四周有没有水波出现。 2,电解产品拿出来时,为什么产品上面还有黑色焊回答:在产品电解抛光前处理加一道产品酸洗工艺就没有问题,黑色焊斑就可以去掉。 3,电解不锈钢为甚么会出现局部镜面,局部发白? 回答:2点因素【1】除油不干净,加大除污能力【2】电解液温度不均与,把电解液温度搅拌均匀 4,为什么工件抛光后不光亮并呈灰暗色分析原因:可能电化学抛光溶液已不起作用,或作用不明显。
解决方法:检查电解抛光液是否使用时间过长,质量下降,或溶液成分比例失调。5.工件抛光后表面有白色的条纹是怎么回事?原因分析:溶液相对密度太大,液体太稠,相对密度大于1.82。解决方法:增大溶液的搅拌程度,如果溶液相对密度太大,用水稀释至1.72。在90~100℃条件下并加热一小时。6.为什么抛光后表面有阴阳面,及局部无光泽的现象?原因分析:工件放置的位置没有与阴极对正,或工件互相有屏蔽。解决方法:将工件进行适当的调整,使工件与阴极的位置适当,使电力分布合理。
7.抛光后工件表面平整光洁,但有些点或块不够光亮,或出现垂直状不亮条纹,一般是什么原因引起的?
原因分析:可能是抛光后期工件表面上产生的气泡未能及时脱离并附在表面或表面有气流线路。解决方法:提高电流密度,使析气量加大以便气泡脱附,或提高溶液的搅拌速度,增加溶液的流动。8.零件和挂具接触点无光泽并有褐色斑点,表面其余部分都光亮是什么原因?原因分析:可能是零件与挂具的接触不良,造成电流分布不均,或零件与挂具接触点少。解决方法:擦亮挂具接触点,使导电良好,或增大零件与挂具的接触点面积。9.同一槽抛光的零件有的光亮,有的不亮,或者局部不亮。原因分析:同槽抛光工件太多,致使电流分布不均匀,或者是工件之间互相重叠,屏蔽。解决方法:减少同槽抛光工件的数量,或者注意工件的摆放位置。10.为什么抛光零件凹入部位和零件与挂具接触点接触附近有银白色斑点?原因分析:可能是零件的凹入部位被零件本身或挂具屏蔽了。
解决方法:适当改变零件位置,使凹入部位能得到电力线或缩小电极之间距离或提高电流密度。11.已严格按照工艺规范操作,为什么抛光后零件表面有或多或少的过腐蚀现象?原因分析:是否溶液温度过高或电流密度太大,如果溶液配制没有问题,又严格操作,则可能是抛光前的处理问题。解决方法:严格执行电化学抛光前处理的操作,在酸洗过程中避免过腐蚀。不要把清洗水留在零件表面,带进抛光槽。
四川遂宁前海灯鼎实业有限公司凭借着可靠的质量、低廉的价格和优良的信誉,以客户为本的生产宗旨, 用多样化的产品满足了客户不同层次,不同方面的需求,赢得了广大客户的一致好评。我们可以根据您的需求,为您的产品设计合理,美观的产品包装。真诚希望与各界新老朋友建立长期稳定、可靠的业务关系。您的需求就是我们的发展,让您满意是我们不懈的求,我们将以贴心的服务,更可靠的质量来回报您的支持,赢得您的信赖,欢迎来电垂询。深入细节,建立了质量管理体系,通过“自检、互检、专检”层层把关。从而在产品质量上得到了严格的保障!
不锈钢电解抛光的工艺流程:机械抛光--化学抛光--清洗--腐蚀--清洗--化学抛光--清洗--电解抛光--热水回收--清洗--钝化--清洗--开水烫干--老化--检验--包装。对于抛光要求高的,按此流程较好。对于抛光要求低者,可以省去化学抛光或机械抛光。1电解液加热:加热温度到60°加热管断电,搅拌均匀后开始电解抛光。断电后加热管不要马上拿出来,否则会烧掉加热管。也不要连续长时间加热,容易烧掉加热管。2、工件除油:如工件表面有油污,需先进行除油处理,确保工件表面上无残留油污。3、水洗:清洗工件表面上的除油剂。4、工件除焊斑:如工件表面上有焊斑,需先进行除焊斑处理。5、水洗:清洗工件上的酸洗膏。6、晾干:可自然风干,确保工件上无残留的水;7、电解抛光:需要电解抛光机和一个电解槽以及导电铜材进行连接,加热电解液至60度左右,把铅板固定在阴极,需电解抛光的工件挂在阳极,然后调整电压在8-12伏,抛2-8分钟取出工件。完成电解抛光。8、水洗:清洗工件上的电解液9、碱水洗:内盛5%碱性溶液,中和工件上的电解液。碱性溶液可以使用纯碱。10、再次水洗:需要水洗槽,内盛普通清水。11、高压水枪冲洗:彻底清洗工件上的电解液,确保工件上无残留的电解液。12、晾干:可自然风干,也可采用吹风设备吹干,整个电解工艺完成。
电解抛光设备老品牌高品质,前海灯鼎实业(遂宁市分公司)专业从事电解抛光设备老品牌高品质,联系人:楚先生,电话:【0527-88266222】、【17768165506】,发货地:宝安区沙井镇,以下是电解抛光设备老品牌高品质的详细页面。








