

以下是:连云港铸造件电解抛光设备新配方的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 连云港铸造件电解抛光设备新配方,前海灯鼎实业(宜昌市分公司)为您提供连云港铸造件电解抛光设备新配方的资讯,联系人:楚先生,电话:【0527-88266222】、【17768165506】,发货地:宝安区沙井镇。 湖北省,宜昌市 宜昌市是湖北省重要的综合交通枢纽,境内三峡机场是航空一类口岸、鄂西渝东国际门户机场;宜昌东站是“四纵四横”沪汉蓉铁路节点车站;宜昌北站是“八纵八横”沿江高铁和呼南高铁枢纽车站;宜昌BRT是全国单条线路长、车站多的快速公交系统。
我们的连云港铸造件电解抛光设备新配方视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:连云港铸造件电解抛光设备新配方的图文介绍
电解液使用方法: ? 初次使用本品者请详读物质数据MSDS说明,无经验者在我司专业技术人员指引下使用,小批量试作合格再批生产; ? 本品为原液使用,使用前请勿往本品加水稀释; ? 根据工件加工状况先去油脱脂,冲水确保表面干净; ? 建议简单酸洗(可使用2%~10%的硫酸溶液或者2%盐酸+3%硝酸溶液),可视情省略。 ? 清水(不可用污水或自然水)冲洗,冲净工件表面酸洗液。
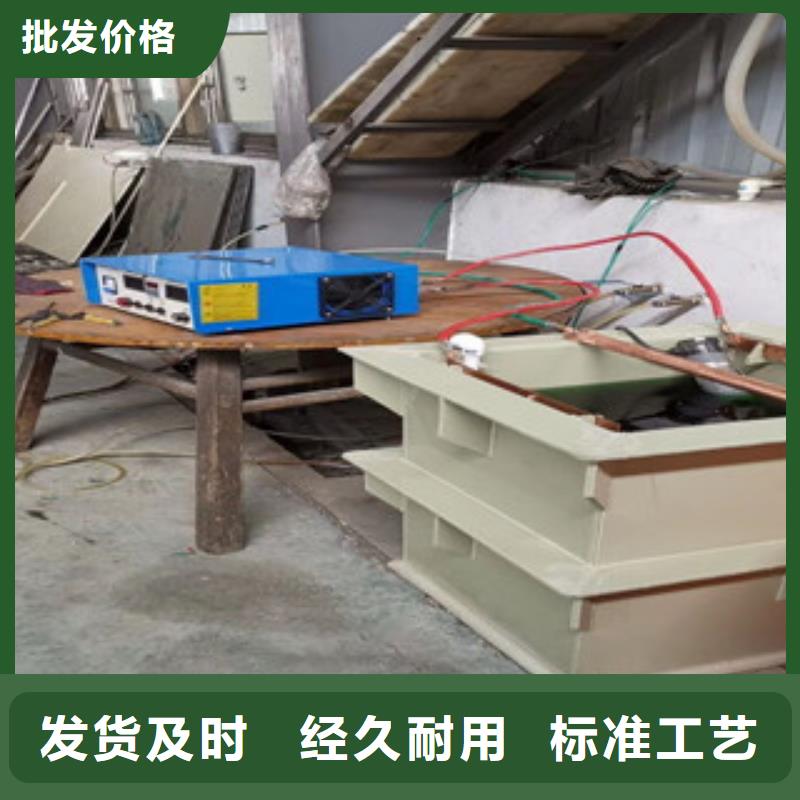
? 加热电解液至60-70度(不锈钢),70~80度(不锈铁),把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在6~10伏左右,抛光0.5~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液达到佳状态.至电解液出现微绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳
湖北宜昌前海灯鼎实业有限公司坐落在风景秀美、交通便捷、人文荟萃、美丽的 电解抛光设备之都——湖北宜昌,区位优越,交通便捷,基础设备齐全。作为一个 电解抛光设备的科技企业,公司吸取了国内外众多的先进知识和管理精华,使自身成为专业化的管理队伍,该队伍具有很强的事业心、责任心和使命感;且在多年的实践和摸索中,形成了“注重人才、注重技术、诚德为本、专业化管理、以创新为己任”的核心经营管理理念。
★★★★★五星品质保证,张家港市灯鼎投资发展有限公司是一家专业生产电解抛光设备,不锈钢保险杠电解抛光设备,不锈钢电解抛光液与一体的公司,自2006年 成立以来,奉行以“诚实服务,信誉至上,客户”、“提供超越客户预期的唱片与服务”的经营、服务理念,以良心做买卖,坚决杜绝做损 害客户利益的经营行为,在同行和客户中树立了良好的口碑。 广泛服务于:上海、杭州、南京、济南、合肥、福州、南昌、广州、长沙、武汉、郑州、北京、天津、石家庄、太原、沈阳、哈尔滨、重 庆、成都、贵阳、昆明、西安、兰州、乌鲁木齐钢铁常温发黑剂等服务!覆盖,五金、电子、工业制造、航天航空等
· 初次使用本品者请详读物质数据MSDS说明,无经验者在我司专业技术人员指引下使用,小批量试作合格再批生产;
· 本品为原液使用,使用前请勿往本品加水稀释;根据工件加工状况先去油脱脂,冲水确保表面干净建议简单酸洗(可使用2%~10%的硫酸溶液或者2%盐酸+3%硝酸溶液),可视情省略。清水(不可用污水或自然水)冲洗,冲净工件表面酸洗液。 加热电解液至60-70度(不锈钢),70~80度(不锈铁),把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在6~10伏左右,抛光0.5~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液达到佳状态.至电解液出现微绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳.
今年在湖北省宜昌市购买连云港铸造件电解抛光设备新配方有了新选择,前海灯鼎实业(宜昌市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的连云港铸造件电解抛光设备新配方产品。如需购买或咨询,请随时联系我们,联系人:楚先生-【17768165506】,地址:宝安区沙井镇。











