
以下是:螺旋钢管供货商的产品参数螺旋钢管供货商,全通管道(兴文县分公司)专业从事螺旋钢管供货商,联系人:王总,电话:0317-6309859、13932771377,QQ:957143334,发货地:盐山县城南开发区,以下是螺旋钢管供货商的详细页面。 四川省,宜宾市,兴文县 兴文县历史悠久,是古代僰人繁衍生息和终消亡之地,四川省苗族聚居人口多的县,是川南早期革命的主要发源地,红军北上抗日的途经地,川滇黔边区红军游击纵队的主要策源地和转战地,民族文化、红色文化、地方文化风情浓郁,曾留下杨升庵题咏和朱德赋诗。拥有重点风景名胜区、世界地质公园、AAAA级旅游景区——“兴文石海”,其核心景区集世界特大天坑、地表石林、地下溶洞、卧虎景观于一体,被中共中央原总书记胡耀邦题词赞为:“天下奇观”。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让螺旋钢管供货商自己向您展示它的卓越品质和出色性能。
以下是:螺旋钢管供货商的图文介绍螺旋钢管由于以下原因它能广泛地应用于大直径钢管的生产中:1)只要改变成形角度,就可以用同一宽度的带钢生产各种口径的钢管;2)因为是连续弯曲成形,所以钢管的定尺长度不受限制;3)焊缝螺旋形均匀分布在整个钢管圆周上,所以钢管的尺寸精度高,强度也较高;4)易于变更尺寸,适合于小批量、多品种钢管的生产。螺旋钢管的制作工艺流程:带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。螺旋钢管工艺流程(高精度无缝钢管,DIN2391精密无缝钢管,冷拔精密光亮管):螺旋钢管的使用率是比较高的,应用非常的广泛,但是在挑选时要注意质量,那应该怎样去挑选呢?种方法也是比较专业的检测方式,就是通过受压容器的强度来进行检测。
常见的,我们会利用大气压和水压力进行检测,这种方式可以检测在压力工作环境中螺旋钢管的工作状况,也能够检测螺旋钢管的密封性如何,一般采取的是大气压检测,因为这样性比较高,而且如果通过水汽压进行检测的话,在检测后还需要把螺旋钢管的水除掉,比较麻烦。第二种方法也是比较简单的,就是通过表面的进行观察。凭借肉眼发现螺旋钢管中在焊接和尺寸上的问题,如果有必要,还可以借助于标准样本与待选购的产品进行比较,发现问题。
Q235B螺旋钢管热处理的方法首先技术模具布局设计要合理,厚薄不要太悬殊,形状要对称,关于变形较大模具要把握变形规则,预留加工余量,关于大型、精细杂乱模具可选用组合布局。对一些精细杂乱的模具可选用预先热处理、时效热处理、调质氮化热处理来操控模具的精度。在修补模具砂眼、气孔、磨损等缺点时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的发生。
Q235B螺旋钢管厂家队精细杂乱模具要进行预先热处理,机械加工过程中发生的剩余应力。对精细杂乱模具,在条件答应的情况下,尽量选用真空加热淬火和淬火后的深冷处理。在包管模具硬度的前提下,尽量选用预冷、分级冷却淬火或温淬火工艺。合理选用材料。对精细杂乱模具应挑选原料好的微变形模具钢,对碳化物偏析严峻的模具钢应进行合理铸造并进行调质热处理,对较大和无法铸造模具钢可进行固溶双细化热处理。合理挑选加热温度,操控加热速度,关于精细杂乱模具可采纳缓慢加热、预热和其他均衡加热的办法来削减模具热处理变形。螺旋钢管退磁一般选用的是直流退磁线圈,将退磁线圈加在磁粉探伤机之后,但退磁效果并不能使客户满意,问题在于直流退磁场只是产生反向半周磁场,只能让大口径螺旋钢管如何退磁内部剩磁反向部分抵消,对外表现的剩磁停留在所需的范围内,所以效果不很稳定。
高频焊同频焊是它是一种固相电阻焊方法,高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。螺旋焊接钢管生产率高,焊接速度可达30m/min。
以固体电阻热为能源,焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。内螺旋钢管的工艺都是双面埋弧焊接,双面埋弧焊技术是在1940年发明并使用的,它的焊接过程与手工焊接有相同的地方,是利用渣保焊,螺旋钢管埋弧焊与手工焊不同的地方就是焊丝和焊剂分离,手工焊是焊丝焊剂都在一起的。焊丝采用盘状,即整盘使用,可连续也可间断,从某种意义上说螺旋钢管能够把焊丝做到一毫米也不浪费,焊丝工作时是在焊剂的包围的内部进行焊接所以叫埋弧焊接,这样焊接出来的质量高,螺旋钢管对焊丝和焊剂的选择要求较高,原材料不同材质对应不同的焊丝焊剂,尤其是在目前生产高标准螺旋钢管的情况下,更得选择合适的焊丝和焊剂了。
埋弧焊可以采用较大的焊接电流,的优点是焊缝质量好,焊接速度高。因此,它特别适于焊接大口径的螺旋钢管。而且多数采用自动化焊接,目前已广泛用于碳钢、低合金结构钢和不锈钢的焊接。高频焊同频焊是它是一种固相电阻焊方法,高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。以固体电阻热为能源,焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。
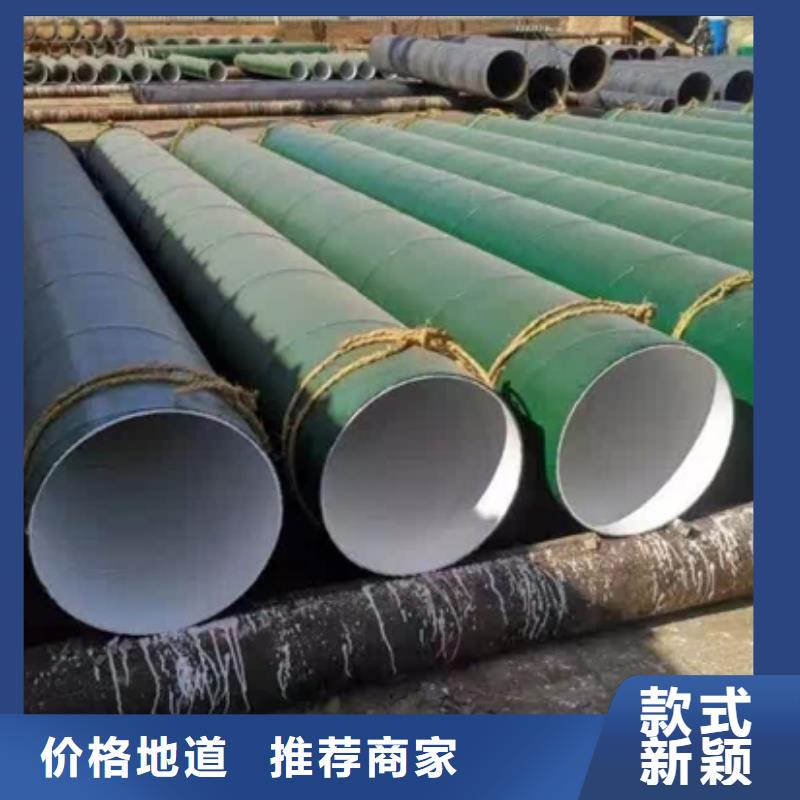
螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋钢管的特点:螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊管。但是与相同长度的直缝管比拟,焊缝长度增加30~,而且出产速度较低。螺旋管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的大口径螺旋钢管。
实体工厂发货,一个起卖,交期准时,性价比高。 螺旋钢管产品质量好,量大可谈,欢迎来购。
今年在宜宾市兴文县购买螺旋钢管供货商有了新选择,全通管道(兴文县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的螺旋钢管供货商产品。如需购买或咨询,请随时联系我们,联系人:王总-13932771377,QQ:957143334,地址:盐山县城南开发区。










