

以下是:方管先考察在购买的产品参数在铜川市王益区采购方管先考察在购买请认准健晖铸造(王益区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王腾-【18762195566】,地址:山东聊城经济开发区)。 陕西省,铜川市,王益区 王益区是中华“龙”文化的肇始地,被誉为“孟姜女故里、耀州瓷家乡”。北魏太平真君六年(446年),设铜官县。2000年1月7日,更名为王益区。2019年2月2日,王益区被中医药管理局评为县级全国基层中医药工作先进单位。
我们精心制作的方管先考察在购买产品视频已经准备就绪,【一睹真容!】产品视频,呈现产品魅力!以下是:方管先考察在购买的图文介绍
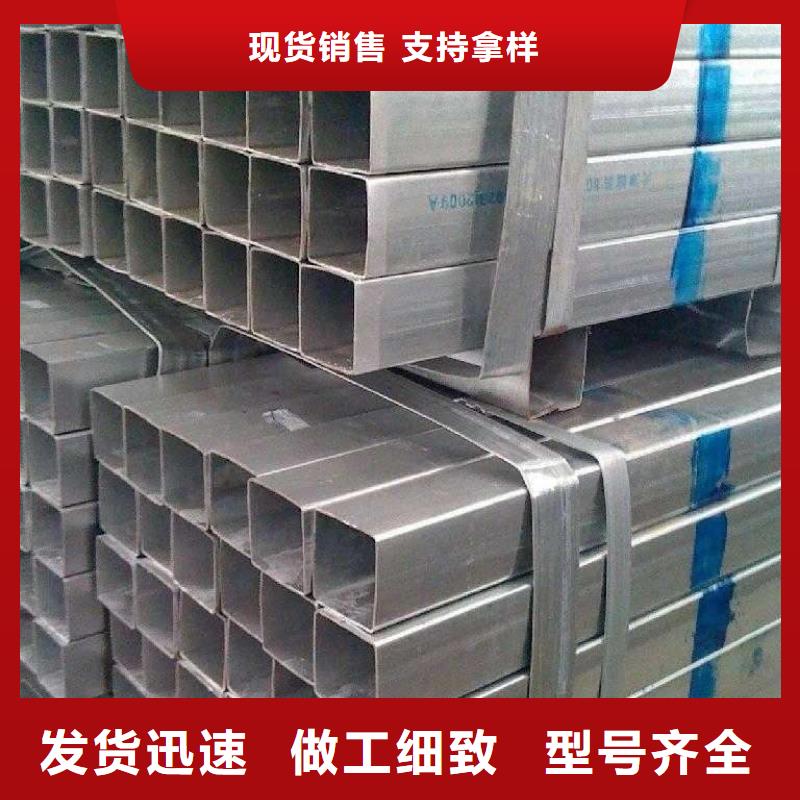
济南合庆物资有限公司方管厂家在拉伸的过程中要注意相关的方式和方法,在很多的方面中影响的作用是比较大的。由于方管厂家在使用中比较广泛,一般适用于各个的行业和技术水平,在那里都是发挥着比较巨大的作用的,受到了相关行业的重视。在方管厂家的使用和相关的保护中要注意技术性,由于方管厂家在拉伸的时候有一些缺陷,造成这样的缺陷无非就是以下的原因。
方管厂家在拉伸的过程中要注意相关的方式和方法,在很多的方面中影响的作用是比较大的。由于方管厂家在使用中比较广泛,一般适用于各个的行业和技术水平,在那里都是发挥着比较巨大的作用的,受到了相关行业的重视。在方管厂家的使用和相关的保护中要注意技术性,由于方管厂家在拉伸的时候有一些缺陷,造成这样的缺陷无非就是以下的原因,常见的主要的原因如下:
1.选择合适的方管厂家材质: 在奥氏体方管厂家中常用材料是1Cr18Ni9Ti和0Cr18Ni9Ti。在拉深过程中1Cr18Ni9Ti比0Cr18Ni9Ti稳定,抗开裂性好。因此应尽可能选择1Cr18Ni9Ti材料。
2.公道选择模具材料 方管厂家在深拉深过程中硬化明显,产生很多硬金属点,因此不能采用一般模具用工具钢。 实践证实:选择铜基合金模具能不锈钢件表面划痕、划伤,降低破损率。造成粘附,使工件和模具表面轻易划伤、磨损,另一种材料为高铝铜基合金模具材料(含铝13Wt%~16Wt%),这种材料与SUS304方管厂家互溶性小,拉深件和模具之间不粘着,拉深件表面不易产生划痕划伤,产品抛光本钱低,在方管厂家拉深成形领域已经获得成功应用。但是由于这种模具硬度偏低(40HRC~45HRC),常用于生产相对厚度t/D较小的产品。一般拉深1500件~2000件以后在凹模表面轻易产生始于圆角R处呈放射状拉深棱。氮化硅陶瓷(Si3N4)已成为重要的工程材料,尤其是反应烧结氮化硅陶瓷,具有良好的高低温力学性能、耐热冲击性和化学稳定性,而且可以非常方便地制成外形复杂的零件。可利用陶瓷材料的高硬度、高耐磨性以及高化学稳定性,用反应烧结氮化硅材料模具代替金属模具拉深SUS304方管厂家。
3.方管厂家选择公道的凸、凹模圆角 凹模圆角与应力大小和分布有很大的关系。轻易产生失稳起皱;而假如圆角太小,圆角半径大,方管厂家压边圈压料面积不足材料在变形过程中进进凹模的阻力就会增加,材料不易向内活动和转移,从而增加了传力区的大拉应力,可能导致拉裂。因此,选择公道的凸、凹模圆角半径是至关重要的。 凸模相对圆角半径rp/t约即是4时,有利于防止开裂。凹模和凸模相对圆角半径增加,其极变形程度会增加,凹模相对圆角半径取5mm~8mm时有利于防止开裂。济南合庆物资有限公司
铜川王益355B低合金板
济南合庆物资有限公司在镀锌方管进行焊接的过程中,其主要是借助改变电流的频率,从而对金属产生集肤效应和邻近效应,这样可以使金属发生熔融,从而完成焊接。所以,在整个焊接的过程中,对于电流大小的控制是非常重要的一个问题。
同时还需要尽可能的降低能耗,为了达到这一目的,那么我们可以从多个方面来进行考虑。比如感应圈的设计情况就会影响到焊接过程中的能耗问题。这是因为在对镀锌方管进行焊接的过程中,经常会采用低压大电流的工作模式进行焊接,因为这样可以增加性。由于这时候工作线圈的功率消耗是电流值的平方,所以,即使线圈上面只有很小的电阻,仍然会存在较大的消耗。
基于这种考虑,在实际进行焊接操作的时候,就必须要尽可能的减少感应线圈的电阻值。也就是说,通过减小线圈电阻的办法,可以获得较大的工作效率。目前在焊接镀锌方管的时候,大多是采用电阻较低的材料制作感应线圈。
另外一个需要注意的因素就是焊接的频率。事实上,在镀锌方管焊接期间,所采用的焊接频率也会直接影响到焊接的质量和效率。如果是钢管的话,那么常用的焊接频率范围为80-800KHz之间。在这个范围内,所选择的焊接频率对于加热的质量会产生直接的影响。
所以,如果选择的焊接方式属于高频焊接的话,那么对于直径较大的镀锌方管,通常会选用相对较低的焊接频率;而如果直接比较小的话,那么通常会选择较高的频率
济南合庆物资有限公司镀锌方管正确的焊接工艺参数简单介绍
1)选择正确的焊接工艺参数
镀锌方管焊接应选用小电流、快速焊方式;多层焊时,为防晶粒长大,要等前一层焊缝冷却后再焊接次一层焊缝;镀锌方管焊接时,为加快冷却,可从焊缝背面喷水或用压缩空气吹焊缝表面。
2)降低接头刚度和拘束度
设计上减小结构的板厚,合理布置焊缝;在施工上合理安排焊件的装配顺序和镀锌方管每道焊缝的先后顺序,避免每条焊缝处在刚性拘束状态焊接,设法让每条焊缝有较大的收缩自由。
3)预热
当镀锌方管的刚性极大时,有时候也要进行预热,以防镀锌方管裂纹产生,而且裂纹的倾向会随着预热温度的升高而降低
镀锌方管的外部执行标准为:GB709,内部执行标准为:GB/T1591-94。
“诚信经营、不断创新、顾客至上”是铜川王益健晖铸造有限公司的长期任务和目标,不论新老朋友,不论业务大小,我们都将竭诚为您提供满意的服务!公司全体员工热忱欢迎各地朋友前来洽谈 355B低合金板业务,共谋发展!
选购方管先考察在购买来铜川市王益区找健晖铸造(王益区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王腾-【18762195566】,地址:[山东聊城经济开发区]。










