


以下是:齿轮电解抛光来料接单的产品参数
产品参数 产品价格 1 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢、不锈铁 生产场地 深圳市宝安区 规格 奥氏体。马氏体 类型 来料加工 颜色 镜面 品牌 灯鼎 型号 DD-606 可定制 是 生产日期 2019-2022 价格 0.01元 生产时长 3小时 是否生产型 是 齿轮电解抛光来料接单,不锈钢电解抛光厂(深圳市分公司)为您提供齿轮电解抛光来料接单产品案例,联系人:姚先生,电话:0527-88266222、17768165506,QQ:374457303,发货地:宝安区沙井街道共和社区福和路先欲兴大厦604。 广东省,深圳市 深圳市,简称“深”,别称鹏城,广东省辖地级市、副省级市、计划单列市,超大城市,国务院批复确定的经济特区、全国性经济中心城市和创新型城市,粤港澳大湾区核心引擎城市之一。截至2022年末,全市下辖9个区,总面积1997.47平方千米,常住人口1766.18万人。
观看我们的产品视频,就像打开了一扇通往齿轮电解抛光来料接单产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:齿轮电解抛光来料接单的图文介绍
电解抛光
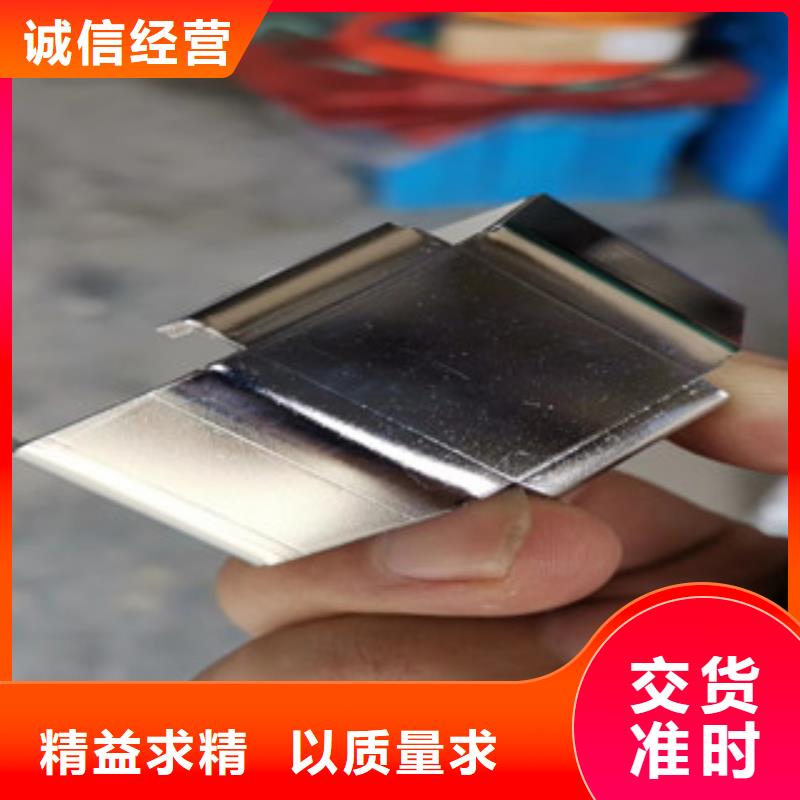
不锈钢电解抛光是将不锈钢制品挂在阳极上,在电解抛光液中进行阳极电解加工。电解抛光是一种特殊的阳极过程,在整个阳极电解抛光过程中,不锈钢制品表面同时进行着两个相互矛盾的过程,即金属表面氧化膜的不断生成和溶解。但是不锈钢制品表面凸起部位和凹洼部位化学成膜进入钝态的条件是不相同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在不锈钢制品表面形成一种高电阻率的稠性粘膜层。稠性粘膜在制品表面微观凹凸处厚度是不相同的,并使阳极微观表面电流呈不均匀分布。微观凸起处电流密度大,溶解较快,使制品表面毛刺或微观凸起处优先溶解而达到整平;凹洼处电流密度较小,溶解也较慢。由于电流密度分布不同,制品表面以不同速率不断成膜与溶解。阳极表面同时进行着两个相反的过程,成膜与溶解,钝化膜的不断生成、溶解,使不锈钢制品表面被整平,达到高度光滑和光泽的外观,满足了不锈钢制品表面抛光精饰目的。
亮度等级
电解抛光设备
承揽各类不锈钢制品酸洗、钝化加工业务。酸洗钝化一步完成,酸洗用于各类不锈钢表面锈渍、氧化皮、焊斑等污物,然后钝化剂对其再起到钝化作用,用后金属表面成银白色,起到提高不锈钢抗腐蚀能力的效果。
材料应用范围:
奥氏体不锈钢(301、302、303、304(L)、316(L))、马氏体不锈钢(410、420、430、440)、201、202等。以上使用药水均为本公司自有配方,可针对不同材料,提供对应的药水加工,以达到好效果。
对于小型加工件,采取浸泡方式,大型工件,可以依据实际情况,采取喷淋及涂刷方式。
可进行相关的中性盐雾测试,可通过SGS认证。
设备为铝合金常规阳极氧化用手动线。技术成熟,操作流程简单,加工工艺稳定。
广东深圳不锈钢电解抛光厂主营: 不锈钢电解抛光,公司关注客户体验,创新革新技术,以客户满意度为宗旨,以智能制造为核心,提供满意服务,时刻为客户提供完善的解决方案。
为获得良好的抛光效果,电流密度和电压是紧密相关的。通常,电压升高电流密度随之增大,但这一现象只会继续到一个临界点。一旦达到这一点,电流密度将急速下降,电压仍相应增高,超过这一点,电压和电流密度又稳步增长。电抛光只有在电流密度比临界点高时才会发生,低于这一点则出现腐蚀。通常电抛光使用直流电,在5.5一55.SA/dm2产生。
电地光对金属的溶解极少,从奥抛光后的表面猜饰情况及抛光后的表面精饰处理来看,抛光厚度通常在2.5~65μm之间。深划痕、冲压记号及金属中的非金属夹杂物往往比电抛光失去的厚度深,杂乱的颗粒线和深深的划痕(由粗研磨所致),在其后的精加工中不能被去除。而电抛光可将它们去除,这些线和刻痕初是肉眼看不见的。电抛光是一项较快的操作,通常在2~12分钟内完成。但如果从粗糙表面开始或必须去除较大量的金属(如控制尺寸或去毛刺),则将会需要更长的时间。
今年在广东省深圳市购买齿轮电解抛光来料接单有了新选择,不锈钢电解抛光厂(深圳市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的齿轮电解抛光来料接单产品。如需购买或咨询,请随时联系我们,联系人:姚先生-17768165506,QQ:374457303,地址:宝安区沙井街道共和社区福和路先欲兴大厦604。







