

以下是:花键管厂家现货的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 20#45#10#16Mn20Cr40Cr20CrMoQ235B20G20CrMoTi 产地 聊城 规格 国标、非标 仓库所在地 聊城 计重方式 过磅 质量等级 花键管厂家现货,晟旭兴金属材料(榕江县分公司)专业从事花键管厂家现货,联系人:田美杰,电话:【0527-88266222】、【17768165506】,发货地:开发区崂山路2号,以下是花键管厂家现货的详细页面。 贵州省,黔东南苗族侗族自治州,榕江县 榕江县,旧称古州,为江南八百州之一。清,置古州厅。民国二年(1913年),废古州厅,置榕江县。1956年,划入黔东南苗族侗族自治州。1959年,榕江、从江并县,建榕江县。1961年,榕江、从江两县分设。是重点生态功能区、红色革命老区、革命文物保护利用片区分县、中国侗族语音标准音所在地、“互联网+”农产品出村进城工程试点县、全国农业标准化示范区、生态示范区、优质柑橘生产基地县、贵州旅游优先发展区、全国文化先进县、贵州体操之乡、贵州省十大林业县之一、中国原生态锡利贡米之乡、贵州区域性支点城市、对接融入粤港澳大湾区“桥头堡”主阵地。锡利贡米、榕江小香鸡、榕江葛根、塔石香羊列为地理标志保护产品,2020年11月,贵州省人民政府批准榕江县退出贫困县序列。2021年8月,被乡村振兴局列为乡村振兴重点帮扶县。
为了让您更地了解我们的花键管厂家现货,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:花键管厂家现货的图文介绍
花键基本参数的确定方法
从已有的规格中选择合适的参数可节省时间、防止遗漏探讨。合适的参数值可
避免表面压溃(静连接)及过度磨损(动连接)等强度校核计算(简单计算
法),或花键承载能力校核计算(计算法) [1] 。一般情况可以直接采用
规格值的各参数数值。
花键已有规格参数的特征
1)GB规格(ISO):压力角符号为M,压力角系列有30°、37.5°(模数0.5~
10)、45°(模数0.25~2.5),变为系数0。
2)旧JIS规格:压力角符号M,压力角20°(模数0.8)。
3)NES规格(参考):压力角符号M,压力角30°(模数0.5左右)。
4)SAE规格:压力角符号DP,压力角30°(模数0) [2] 。
花键参数的补充特征
1)花键的压力角大,则键齿强度大,在传递圆周力相同时,大压力角的正压力
也大,故摩擦力大。选择压力角时主要从构件的工作特点去考虑,如有无滑
动、浮动以及配合性质和工艺方法等方面考虑。
2)加工精密刀具、检具工装时,即使是使用规格参数,也全部需要制作专用
件,从这个意义出发是没有必要保证规格参数的。
这是 无缝钢管的详细页面,生产企业:黔东南榕江晟旭兴金属材料有限公司,10年行业经验,致力于为客户提供优质的产品,具体可以参看本文中的图片,参数,视频信息,如对购买 无缝钢管有任何疑问,请随时致电页面上的联系方式,我们将为您提供优质的的服务。
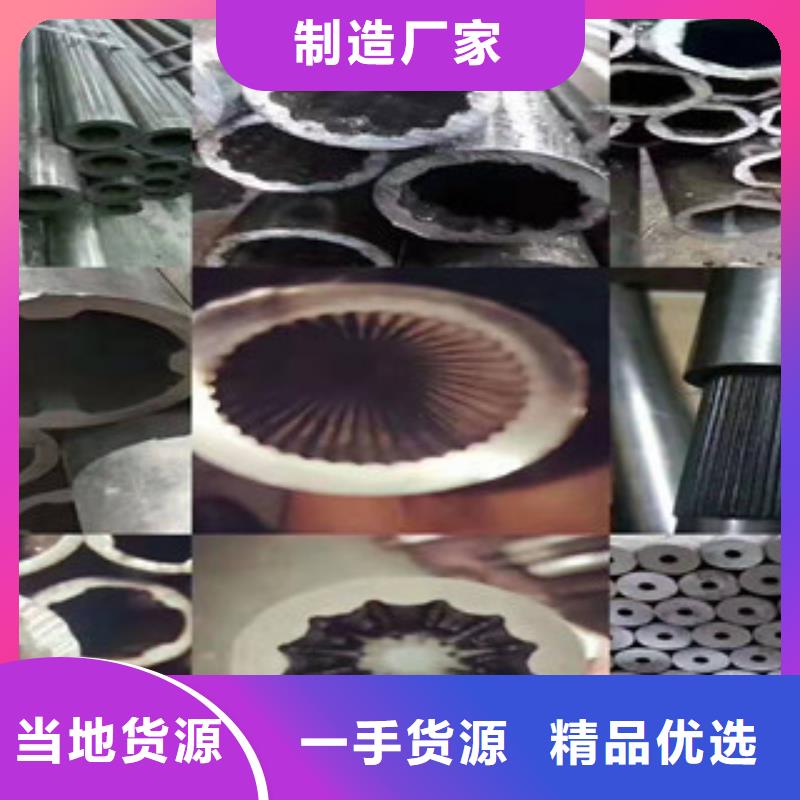
公司专业生产圆管、方管、矩形管、异型钢管,等产品。产品以生产圆管6-720mm,方管1515-600*600mm , 矩形管1020-600*800mm为主。生产范围包括各种焊管、方管、矩形管、镀锌方管、镀锌矩形管、无缝方管、无缝矩形管、无缝异型管、焊接方管、焊接矩形管、异型钢管、椭圆钢管、三角管、六角管、拱形钢管、扇形钢管、梯形管D形钢管、P形钢管、B形钢管、菱形管、梅花管、外圆内六角钢管、外圆内方管、外圆内花键管、外圆内梅花管、外圆内三角管、外圆内异型管、无缝管以及各种钢管,镀锌加工,凸型管,管材成型加工,拉弯弯弧弯管加工 壁厚范围: 0.5-25mm。 公司拥有600x600大截面方矩形管、冷弯型钢机组辊弯、辊挤成型生产线,弯曲、矫直、切断和抛光设备,大口径、厚壁方矩管是我们的主打产品。其中,镀锌方矩管生产线,拥有先进在线补锌技术,修补焊缝位置脱落的锌层,保护焊缝的抗腐蚀能力。
内花键钢管选材特性
1、45—优质碳素结构钢,是常用中碳调质钢
主要特征: 常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。应用举例: 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。焊接件注意焊前预热,焊后应力退火。
2、Q235A(A3钢)—常用的碳素结构钢
主要特征: 具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。应用举例: 广泛用于一般要求的零件和焊接结构。如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。
内花键钢管选材特性
3、40Cr—使用广泛的钢种之一,属合金结构钢
主要特征: 经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。应用举例:调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。
内花键钢管选材特性
4、HT150—灰铸铁
应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等
5、35—各种标准件、紧固件的常用材料
主要特征: 强度适当,塑性较好,冷塑性高,焊接性尚可。冷态下可局部镦粗和拉丝。淬透性低,正火或调质后使用应用举例: 适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件
6、65Mn—常用的弹簧钢
应用举例:小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制做弹簧环、气门簧、离合器簧片、刹车弹簧、冷卷螺旋弹簧,卡簧等。
目前,在汽车转向系统内锁套产品中,大多数是精密外花键管状产品,为了保证这类产品的精度,并实现批量生产,必须保证其工艺优化,模具的精度和使用寿命。
在现有技术中,精密外花键管的加工方法主要有以下三种方法:一是采用铣削、磨削等切削加工方法,这类加工方法生产效率和精度都比较低,主要用于单件小批量生产加工;二是采用冷打、冷轧等塑性变形的加工方法,冷打的精度介于铣削和磨削之间,效率比铣削约高5倍左右,但此方法需要在专门的机床上进行,相应增加生产成本。三是采用常用的二次冷挤工艺,先进行反挤支撑管坯料后,再次进行正挤压压外花键,但该方法生产周期长、两套模具增加生产成本。
花键管厂家现货,晟旭兴金属材料(榕江县分公司)为您提供花键管厂家现货产品案例,联系人:田美杰,电话:【0527-88266222】、【17768165506】,发货地:开发区崂山路2号。













