


以下是:优质球墨铸铁管的基地的产品参数在广州市萝岗区采买优质球墨铸铁管的基地到健晖铸造(萝岗区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李利-15063566685,QQ:908825211,地址:《经济开发区北城办事处王辉工业园》。 广东省,广州市,萝岗区 2014年2月12日,广东省政府将《国务院关于同意广东省调整广州市部分行政区划的批复》转发至广州市人民政府。国务院同意撤销广州市黄埔区、萝岗区,设立新的广州市黄埔区,以原黄埔区、萝岗区的行政区域为新的黄埔区的行政区域,黄埔区人民政府驻萝岗街道香雪三路1号。
一分钟的时间,对于了解我们的优质球墨铸铁管的基地产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
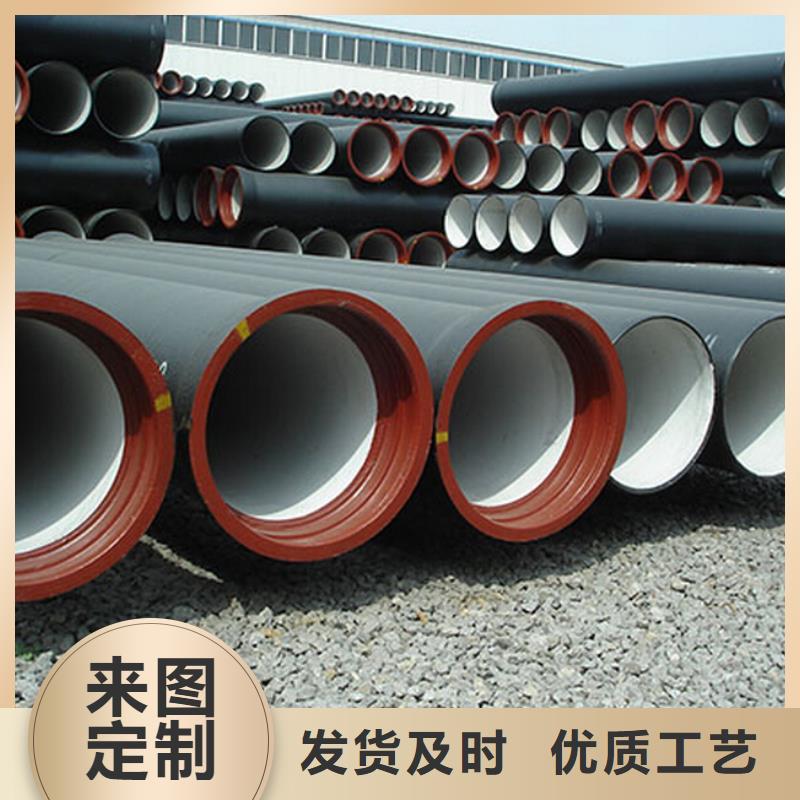
以下是:优质球墨铸铁管的基地的图文介绍
广州萝岗健晖铸造有限公司位于经济开发区北城办事处王辉工业园。地理环境优越,交通便利。我司主要是以生产 球墨铸铁篦子等产品为主的一家企业,公司严格执行ISO9001:2000质量管理体系标准,不断根据市场需求来改进完善现有的产品,实时开发新产品,公司主要产品 系列: 球墨铸铁篦子等系列。公司宗旨是“质量di yi 用户之上 科技为本 不断创新”,用z u i低廉的价格创造z u i优质的产品, 我们热忱期待着与您携手合作,谋求共同发展,开创二十一世纪新纪元。
根据球墨铸管行业的发展要求,一旦在中国建立了一个大型球墨铸管集团,集团内分散的资源就可以进行整合和合理的再配置,优化生产组织和市场营销,技术创新。提高我国球墨铸管的创新能力,研究新工艺,开发新品种,提高我国球墨铸管产品质量。球类市场的竞争力。泰纳瑞斯集团和V&M Star球墨铸管集团近几年的经营业绩充分证明了这一点。
因此,大力推进球墨铸铁管厂家的联合重组,形成3-4个具有国际竞争力的球墨铸铁管厂家集团,提高整个产业的产业集中度是中国球墨铸管行业未来的发展趋势。1.3适度控制球墨铸管生产规模,加快淘汰落后产能据不完全统计,我国球墨铸管生产能力已达900万吨。考虑到目前正在建设和规划的项目,到2010年,我国球墨铸管的生产能力将可能超过900万t/a。根据中国钢铁工业中长期发展规划,钢铁产量控制在4500-550万吨。如果球墨铸管产量占钢产量的3%,即使球墨铸管出口量在500万吨左右,球墨铸管产量也应控制在315-1000万t/a。S每年。当时,球墨铸管的生产能力远远超过实际需求。然而,在做大做强(而不是做大做强)的理念指导下,一些球墨铸管生产企业继续盲目增加资本投资,扩大生产规模。甚至那些以前从未做过球墨铸管生产的企业也加入了扩大球墨铸管生产规模的行列。在本专栏中,这种盲目的后续行动存在更大的投资风险。此外,有些项目属于低水平重复建设项目,造成了产品质量参差不齐、环境污染严重、能源和资源消耗巨大等一系列问题。如果不能有效地遏制现状,势必导致供需严重失衡,不利于球墨铸管行业的发展。还应该指出的是,随着中国球墨铸管出口量的不断增加,出口目的地国会受到市场保护的限制,导致贸易摩擦和反倾销案件的增加,那些技术含量低,附加值低的人。普通球墨铸管的出口将产生很大的影响。仔细分析中国现有的900万t / a球墨铸管材产能不难看出,落后产能占相当大的比例。在球墨铸管的情况下,球墨铸管的落后产能远远超过这个比例。随着高级新单位陆续投产,球墨铸管市场竞争进一步加剧,部分落后单位的生产能力将被淘汰。
铸铁管及管件日常清理技巧及相关注意事项 1、将球墨管承口内的一切杂物铲除擦洗洁净;
2、将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿悉数胶圈按压一遍,或用橡皮锤砸实,保证胶圈各个有些不翘不扭,均匀地卡在槽内;
3、将润滑剂均匀地涂刷在承口安装好的胶圈内外表、在插口外外表涂刷润滑剂时要将插口线以外的插口部位悉数刷匀。
球墨铸铁管的密封是由套在柱塞上的两个弹性密封圈完成的具体如下:
一、两个弹性密封圈用一个套环隔开,并经过由阀盖螺母施加在阀盖上的载荷把柱塞周围的密封圈压牢。
二、弹性密封圈能够替换,能够选用各式各样的资料制成,该阀门首要用于“开”或许“关”,但是备有特制方式的柱塞或特别的套环,也能够用于调理流量。1、铁液的冶金质量杰出
通常情况下,碳当量以选择4.3或4.4为好,薄壁铸件可适当进步碳当量。为使结晶分出的石墨量较多,如坚持碳当量相同,则进步碳含量比进步硅含量会更为有利。
应严格控制球化处置工作,在确保石墨完全球化的条件下,尽可能地降低残留镁量,残留镁的质量分数佳坚持在0.06%摆布。
孕育处置应充沛。除与球化处置一起进行的孕育处置外,浇注时还应进行瞬时孕育。薄壁铸件,佳在铁液出炉前予以预孕育处置。
2、铸件凝结时的冷却速率不能太高
假如铸件的冷却速率太高,凝结过程中石墨不能充沛分出,石墨化胀大就不足以抵偿铸铁的缩短,因而不能完成无冒口锻造。
3、低温浇注
为削减液态缩短,浇注温度佳控制在1350℃以下,通常宜为1320±20℃。
4、选用薄片状内浇口
为防止石墨化胀大时将铁液自内浇口挤出,有必要使内浇口在铁液充溢铸型后敏捷凝结,因而,选用无冒口锻造计划时,应选用薄而宽的内浇口,其宽度与厚度之比通常为4~5。内浇口厚度的选定,还应思考浇注温度,浇注过程中内浇口不该凝结。
5、进步铸型的刚度
为防止石墨化胀大时型腔胀大,进步铸型刚度是确保铸件质量的重要条件之一。无论选用粘土湿砂外型、或各种自硬砂外型,不管怎样着重“舂实”都不会过火。
用自硬砂制作较大的铸件时,与铸件上某些肥厚部位相应的铸型表面,应当放置冷铁或石墨块。冷铁和石墨块,当然有激冷效果,但也应对其进步铸型刚度的效果有准确的知道。有的情况下,用耐火砖替代冷铁或石墨块,其效果主要即是进步铸型刚度了。
在广州市萝岗区采购优质球墨铸铁管的基地请认准健晖铸造(萝岗区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李利-15063566685,QQ:908825211,地址:经济开发区北城办事处王辉工业园)。











