

以下是:焊管供应厂家的产品参数在河南省采买焊管供应厂家到天鑫达特钢有限责任公司(河南省分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:杨经理-【18853178958】,地址:《钢材市场》。 河南省 河南省地势呈望北向南、承东启西之势,地势西高东低,由平原和盆地、山地、丘陵、水面构成;地跨海河、黄河、淮河、长江四大流域。大部分地处暖温带,南部跨亚热带,属北亚热带向暖温带过渡的大陆性季风气候;河南地处沿海开放地区与中西部地区的结合部,是中国经济由东向西梯次推进发展的中间地带。
别再纠结于文字描述了,观看视频,让焊管供应厂家产品为你展现真实魅力!
以下是:焊管供应厂家的图文介绍
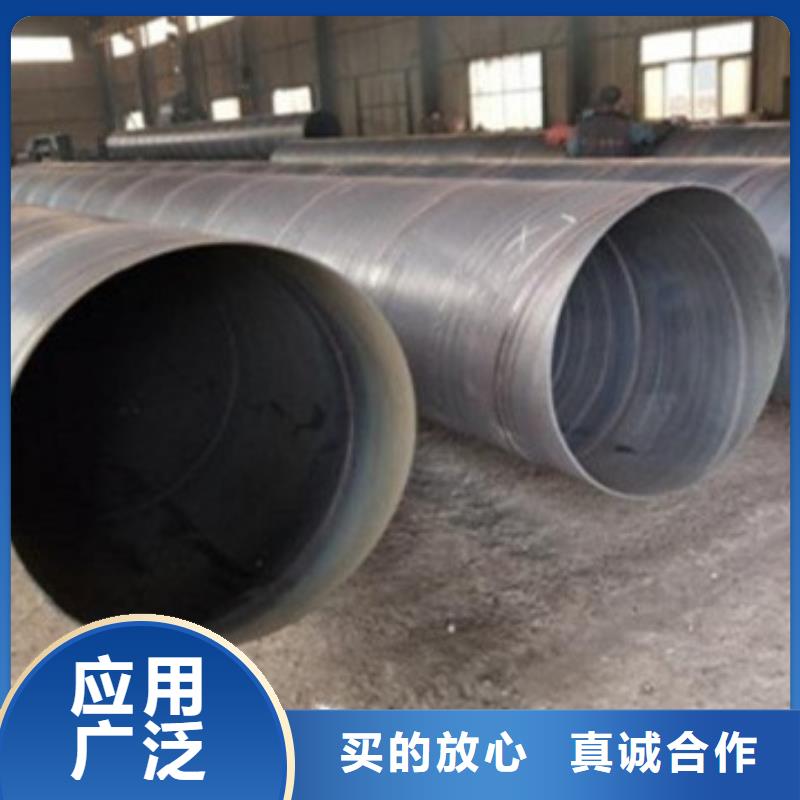
6、一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 [2]
淬火回火编辑
直缝焊管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和直缝焊管表面硬度有关。这里涉及到三种硬度计。
维氏硬度计是测试热处理湖南直缝焊管表面硬度的重要手段,它可选用0.5~100kg的试验力,测试薄至0.05mm厚的表面硬化层,它的精度是的,可分辨出热处理工件表面硬度的微小差别。另外,有效硬化层深度也要由维氏硬度计来检测,所以,对于进行表面热处理加工或大量使用表面热处理湖南直缝焊管的单位,配备一台维氏硬度计是有必要的。
表面洛氏硬度计也是十分适于测试表面淬火工件硬度的,表面洛氏硬度计有三种标尺可以选择。可以测试有效硬化深度超过0.1mm的各种表面硬化湖南直缝焊管。尽管表面洛氏硬度计的精度没有维氏硬度计高,但是作为热处理工厂质量管理和合格检查的检测手段,已经能够满足要求。况且它还具有操作简单、使用方便、价格较低,测量迅速、可直接读取硬度值等特点,利用表面洛氏硬度计可对成批的表面热处理湖南直缝焊管进行快速无损的逐件检测。这一点对于湖南直缝焊管加工和机械制造工厂具有重要意义。
当表面热处理硬化层较厚时,也可采用洛氏硬度计。当热处理硬化层厚度在0.4~0.8mm时,可采用HRA标尺,当硬化层厚度超过0.8mm时,可采用HRC标尺。
维氏、洛氏和表面洛氏三种硬度值可以方便地进行相互换算,转换成标准、图纸或用户需要的硬度值。相应的换算表在国际标准ISO、美国标准ASTM和中国标准GB/T中都已给出。
零件如果局部硬度要求较高,可用感应加热等方式进行局部淬火热处理,这样的湖南直缝焊管通常要在图纸上标出局部淬火热处理的位置和局部硬度值。湖南直缝焊管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。焊接钢管
焊接强度和稳定性区别
1.1 拉脱力试验: 大于200MPa 或者钢管部分撕裂
1.2焊缝宽度: 大于翅片厚度 即焊着率>99%1.3焊接强度稳定性: 每班首件做焊接试样 达到2.1 或者2.2的要求
1.4 焊缝抗弯曲试验: 翅片左右弯曲20度 向左向右弯曲两次 焊缝无裂纹
1.5 锤击试验: 平行于钢管敲击翅片上部 直到翅片脱落 翅片本身不得断裂
1.6 如果试验失败 必须启用退火功能
热影响区区别
用显微镜配合微硬度计测量
钢管热影响区深度小于0.5mm
产品尺寸精度区别
3.1 翅片段全长 -1mm ~ +1mm 分段运动精度 -0.5mm ~ +0.5mm
3.2 片距 -0.2mm ~ +0.2mm
3.3 翅片和钢管垂直度 -1度 ~ +1度
3.4 同组对焊翅片平面度 -0.2mm ~ +0.2mm翅片本身厚度公差引起的高度差除外
3.5 同组对焊翅片高度差 -0.2mm ~ +0.2mm 翅片本身尺寸公差引起的高度差除外
3.6 双管中心距离公差 -0.5mm ~ +0.5mm
3.7在同样钢管材料, 同样片距和片数条件下, 不同小口径焊管焊接后长度变化一致
焊接速度区别
基管外径25~51 翅片厚度2mm 每对焊接时间小于3秒 (不包括上下料时间和退火时间)H型薄壁焊管省煤器技术原理 H型薄壁焊管,亦称H型肋片管,也有称蝶片管的,它是把两片中间有圆弧的钢片对称地与光管焊接在一起形成鳍片(肋片或蝶片),正面形状颇像字母“H”,故称为H型薄壁焊管。 H型薄壁焊管的两个鳍片为矩形,近似正方形,其边长约为光管的2倍。属扩展的受热面。 H型薄壁焊管采用闪光电阻焊工艺方法,其焊接后焊缝熔合率高,焊缝抗拉强度大,具有良好的热传导性能。 H型薄壁焊管还可制造成双管的“双H”型薄壁焊管,其结构的刚性好,可以应用于管排较长的场合。结构形式:基本形式为“H”型及双“H”型 。
随着我国经济的持续发展,大力发展能源行业,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,薄壁焊管表面处理是决定管线防腐使用寿命的关键因素之一,它是防腐层与薄壁焊管能否牢固结合的前提。经研究机构验证,防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外,薄壁焊管的表面处理对防腐层寿命的影响约占50%,因此,应严格按照防腐层规范对薄壁焊管表面的要求,不断探索和总结,不断改进薄壁焊管表面处理方法。
、清洗
利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、工具除锈
主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
4、喷(抛)射除锈
喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对薄壁焊管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且薄壁焊管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。采用喷(抛)射除锈应注意几个问题。
4.1除锈等级
对于薄壁焊管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求薄壁焊管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与薄壁焊管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5)技术条件。
河南山东天鑫达特钢有限责任公司经销批发的 H型钢厂家等畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格,良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑。
今年在河南省购买焊管供应厂家有了新选择,天鑫达特钢有限责任公司(河南省分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的焊管供应厂家产品。如需购买或咨询,请随时联系我们,联系人:杨经理-【18853178958】,地址:钢材市场。











