

以下是:螺旋钢管优选厂商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产地 聊城 品牌 德运华 材质 q235b螺旋管 您是想要在黑龙江省鹤岗市采购高质量的螺旋钢管优选厂商产品吗?德运华螺旋钢管厂(鹤岗分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的螺旋钢管优选厂商产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:武经理-13646388336,QQ:462333089,地址:《开发区东首》。 黑龙江省,鹤岗市 2022年,鹤岗市实现地区生产总值409.2亿元,人均可支配收入47034元。
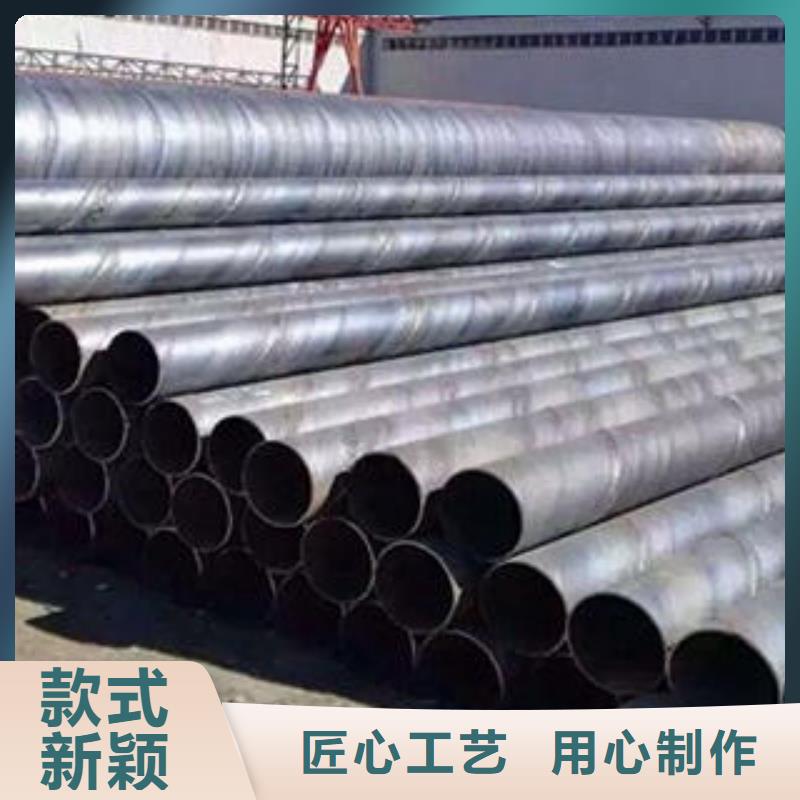
想要探索螺旋钢管优选厂商的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。以下是:螺旋钢管优选厂商的图文介绍黑龙江鹤岗德运华螺旋钢管厂发挥人才优势,确保技术的实用性;依靠装备优势,以科研开发与实验生产相结合的模式,缩短黑龙江鹤岗--螺旋钢管研发周期,提高了技术的针对性,可靠性;依托地域优势,确保黑龙江鹤岗--螺旋钢管加工质量和周期;凭借体制优势,做到灵活机动、快速反应、服务周到。
ags:螺旋钢管
主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
Tags:螺旋钢管
规定了低压流体输送管道用螺旋埋弧焊管(以下简称“管道”)的大小,形状,重量,技术要求,试验方法,检验规则,涂料,标识和认证。本标准适用于水,污水,空气,加热,蒸汽和可燃液体和其他常见的低压流体管,钢管,也有类似的规定,其他流体管道用钢管。
一般来说,其规格以腰高( h)*腿宽(b)*腰厚(d)的毫数表示,如“工160*88*6”,那么,腰高为160毫米,腿宽为88毫米,腰厚为6毫米的工字钢。工字钢的规格也可用型号表示,其中型号表示腰高的厘米数,如工16#。腰高相同的工字钢,如有几种不同的腿宽和腰厚,这里需要在型号右边加a b c 予以区别,如32a# 32b# 32c#等。工字钢可以分为普通工字钢和轻型工字钢,其中,热轧普通工字钢的规格为10-63#。经供需双方协议供应的热轧普通工字钢规格为12-55#。在生活中,工字钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等。螺旋钢管的常用标准一般分为:SY/T5037-2008(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业输送钢管交货技术条件部分:钢管(要求严格的有GB/T9711.2B级钢管))、API-5L(美国?。高温预制直埋保温管不仅具有地沟和架空敷设管道难以比拟的先进技术、实用性能,而且还具有显著的社会效益和经济效益,也是供热节能的有力措施。高温预制直埋保温管采用直埋供热管道技术,标志着供热管道技术发展已经进入了新的起点。
螺旋钢管分为单面埋弧焊的和双面埋弧焊:单面埋弧焊:单面焊成形方式分为强制成形和自由成形,现今一般使用强制成形,通常利用陶瓷衬垫。在焊接钢筋的时候,两个钢筋接头,只在接头的一面(或侧)施焊的焊接就叫单面焊。焊接长度为10倍d(d是钢筋直径)。例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者25厘米以上。 焊缝的*小厚度为0.05d。焊缝宽度*小为0.1d。才能达到焊接的要求。双面埋弧焊:双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。其在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。 钢管成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的钢管在直径和壁厚的钢管尺寸规格范围上,有更大的灵活性,尤其在生产高钢级厚壁钢管,特别是大口径厚壁管方面具有其他工艺无法比拟的优势,可满足用户在钢管规格方面更多的要求;采用先预焊后内外焊(精焊)的工艺,可在*位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工;对钢管进行9项的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了埋弧焊钢管产品质量;整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数和质量指标进行采质量其承压能力高 、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、城市建设等行业的欢迎,工艺流程首先进行全板超声波检验。
保温螺旋钢管生产工艺可分为哪几个步骤:一种保温螺旋钢管的生产工艺 。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金保温螺旋钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。保温螺旋钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种保温螺旋钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对保温螺旋钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。
选购螺旋钢管优选厂商来黑龙江省鹤岗市找德运华螺旋钢管厂(鹤岗分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:武经理-13646388336,{QQ:462333089},地址:[开发区东首]。













