


以下是:欢迎-挣钱就发电源的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 公司名称 灯鼎电源生产厂家 出厂日期 2020至2026年 试用行业 电镀、电解、氧化、电源、电铸 保修时长 12至36个月 欢迎-挣钱就发电源,不锈钢电解抛光厂(贵阳市分公司)专业从事欢迎-挣钱就发电源,联系人:姚先生,电话:【0527-88266222】、【17768165506】,发货地:宝安区沙井街道共和社区福和路先欲兴大厦604,以下是欢迎-挣钱就发电源的详细页面。 贵州省,贵阳市 贵阳市,简称“筑”,别称林城、筑城,贵州省辖地级市、省会、Ⅰ型大城市,中国西南地区重要的中心城市之一、重要的区域创新中心和中国重要的生态休闲度假旅游城市。介于东经106°07′—107°17′,北纬26°11′—26°55′之间,总面积8043平方千米,地处黔中山原丘陵中部,东南与黔南布依族苗族自治州的瓮安、龙里、惠水、长顺4县接壤,西靠安顺市的平坝区和毕节市的织金县,北邻毕节市的黔西市、金沙县和遵义市的播州区。截至2022年4月,贵阳市下辖6个区、3个县,代管1个县级市。2022年末,贵阳市常住人口622.04万人
以下是我们上传的欢迎-挣钱就发电源实拍视频,您可以点击观看。
以下是:欢迎-挣钱就发电源的图文介绍
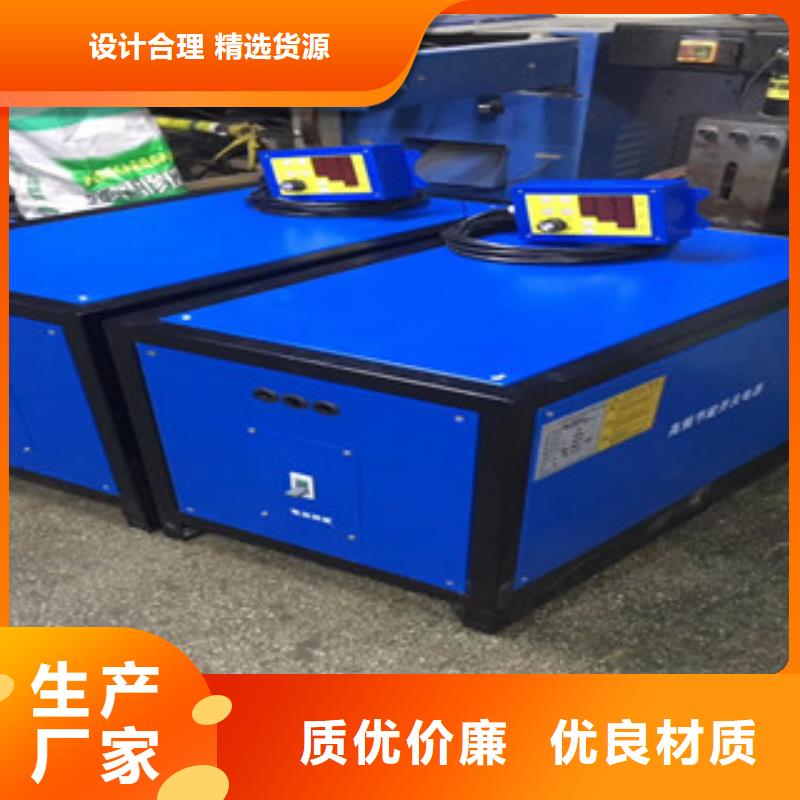
开镀电源的应用趋势
高频
大功率高频开关使用的开关电源能够替代传统的整流电源,其能够有效降低损耗,提高功率的密度。现代电镀开关电源主要是使用在1500A以下的中小功率方面,所以使用先进的功率电子器件及技术能够创新现代功率器件及磁性材料输出功率的局限性,通过变压器的串联及并联将开关管功率输出能力充分的发挥出来,以此有效提高单机功率的输出效率。
使用多单元积木式并联技术有效提高电源输出能力。软开关技术能够有效降低器件的开关损耗,以此有效提高开关频率,优化器件工作环境,使用此技术能够降低高频状态下功率的开关管损耗,提高电源的整体效率,并且有效提高电源的工作频率。
智能化
要求电镀工艺将人为因素影响并且降低过程能量损耗,从而对电源智能化提出了较高的需求。从节能和提高工艺质量方面分析,电镀中除了电源装置损耗,工艺过程能耗也占据了大部分内容,其对工艺过程能耗的主要影响因素为电流效率及槽压,通过检测电解液温度、浓度等参数,合理调整电源电流电压输出,
以此实现节能增效及提高工艺质量的目的。
1 整流器的基本原理及类型
1.1 传统硅整流器
硅整流器使用历史长,技术成熟,目前是整流器主流产品。
1.1.1 整流电路。工业生产中一般采用三相调压器调压,50Hz三相工频变压器降压的普通硅整流器。各种整流电路获得的均是脉动直流电,不是纯直流,或多或少地含有交流成分。为了比较脉动成份的多少,可用纹波系数来表示,其含义为交流成份在直流成分中占的百分比,其数值越小,交流成份越少,越接近纯直流。
各种整流电路的波动系数不同。其由大到小的次序为:三相半波整流、三相全波桥式整流或带平衡电抗器的六相双反星形整流。其中后者工作时整流元件并联导通,波形为平滑,整流效率较高,工作也较为可靠,时为常用的一种。
为了获得低纹波输出,则必须采用滤波或其它特殊措施。利用电容、电感贮能元件进行滤波,是将脉动直流转变为较为平滑的直流的常用措施。但实际生产中,除试验用的小型整流器之外,工业生产基本上不进行滤波。特殊情况可使用大电感。电容在低电压、大电流情况下不适用于滤波。电容滤波,对工频整流只适合于非常小功率的整流电源。例如输出10A的单相全波整流器,要达到低纹波输出,其滤波电容要达0.1F以上。随着频率的提高,所需电容量减小。
可控硅利用改变可控硅管导通角来调整输出平均直流大小的普通可控硅整流器,可控硅管输出的是间断脉冲波,其纹波系数的受导通角控制,输出纹波系数大于普通硅整流电路。特别是在使用电流低于额定电流较大的情况下,输出波形脉动系数更大。
一、检修与维护
在整流器使用过程中,用户根据机器工作环境,定期进行清扫,检查。按如下步骤:
A、打开机箱前,须断开外接电源30分钟后进行。
B、打开机箱后,清扫各部分的尘埃,可用干布或毛刷,也可用压缩空气吹拭,但注意气压不可过高,以免损坏元器件。
C、检查电源是否正常检查空气开关分断是否可靠。
D、检查风扇工作是否异常,有无杂声。
E、检查输出铜排有无氧化现象,要及时进行清理。
F、检查螺丝,螺帽有无松动等。
G、水冷式开关电源,如有发现机器有水流出,应检查水路中是否漏水,应拧紧卡簧。根据所使用的水质状况,定期进行清洗。
二、 问题与对策
在电源的使用过程中,如果出现故障,请按以下方式进行检测。由于安装或操作不当造成的简单故障用户可以自己排除这些故障;属电源本身质量问题仔细检查后请与本厂联系,不建议用户自己修理电源。
水冷高频开关电源在长期不使用的应把水箱的水吹干,以防止下次在使用时堵塞。
为了提高电镀硬铬产品的质量和合格率,使产品的性能达到稳定性和均匀性。特制定如下工艺流程和要求:一)、硬铬工艺流程:
机械预处理→预除油→上挂具→安装屏蔽物→除油→水洗→除锈→水洗→阳极腐蚀→镀硬铬→水洗→卸屏蔽物和挂具
1、 机械预处理:
机械精加工:后一道磨痕要细,是它很容易抛光掉(不然磨痕会在镀铬时引起麻点和气痕)。
2、 预除油:
三氯乙烯或过氯乙烯除油。
3、 上挂具:
选择或制造适合的挂具安装。
4、 安装屏蔽物:
安装辅助阴极和辅助阳极、在不要镀铬的部位涂漆和蜡或包裹塑料薄膜。
5、 除油:
用专用除蜡水除油。
6、 水洗:
水洗需彻底:零件润湿需均匀。
7、 除锈:
用15%-20%的稀硫酸溶液除锈。
8、 阳极腐蚀:
阳极腐蚀工艺:铬酐120-350 g/l,
硫酸:10 g/l,
阴极:与镀铬阳极同,
温度:与镀铬温度相同,
电流:30-50A//dm2,
时间:视基体而定。
9、 镀铬:
给电前预热:使零件温度接近或等于镀液温度。
给电方式:铸铁件镀铬先用冲击电流电镀,然后再恢复到正常电流密度;合金钢件镀铬采用阶梯式给电;铬上镀铬先进行阳极浸蚀然后阶梯式给电。二)、槽液的要求及控制:
1、槽液的成份及工艺条件:
CrO3: 240-260g/l
H2SO4: 2.4-3.0g/l
Cr3+: 2.2-2.8g/l
温度: 50-55℃
阴极电流密度: 25-35A/dm2
S阴极面积:S阳极面积 1:2.5-3
2、每周对槽液进行两次分析,控制槽液在工艺范围内。
3、根据化验结果补加材料,要求溶解好后加入镀槽中,并做好记录。
随着 不锈钢电解抛光工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的 不锈钢电解抛光生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,贵州贵阳不锈钢电解抛光厂健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!
选购欢迎-挣钱就发电源来贵州省贵阳市找不锈钢电解抛光厂(贵阳市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:姚先生-【17768165506】,地址:[宝安区沙井街道共和社区福和路先欲兴大厦604]。











