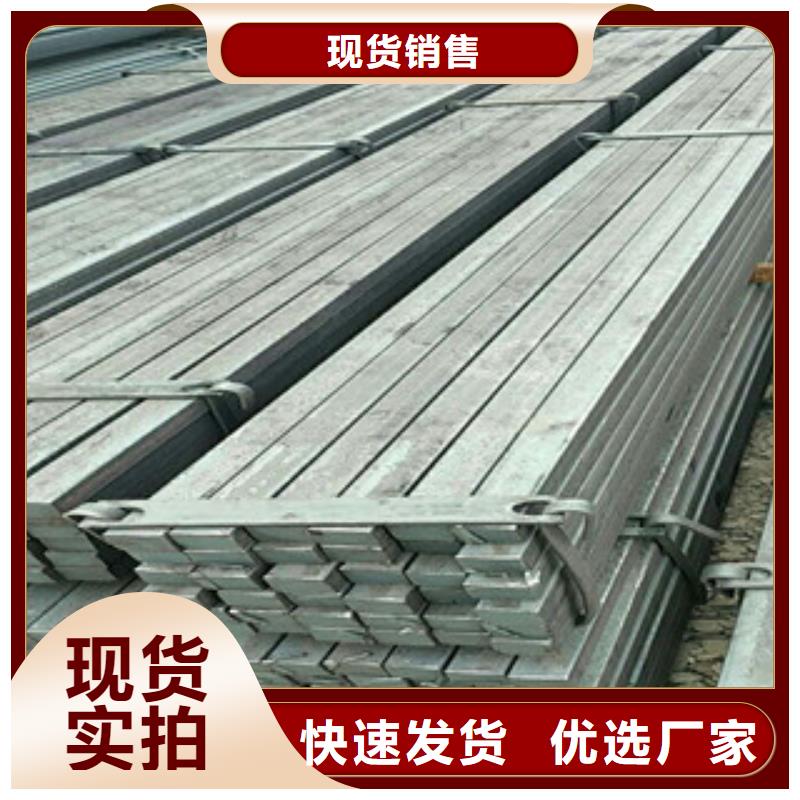

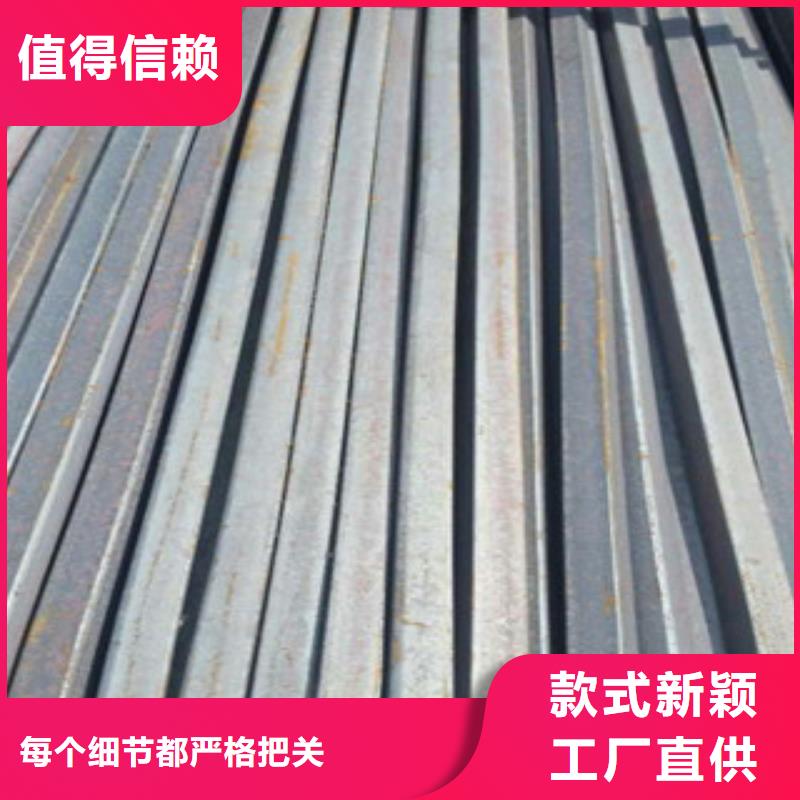

以下是:方钢_方钢公司的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 规格 6mm-200mm 热轧 冷拔方钢,热轧方钢 产地 唐钢,天铁 是否配送到厂 含税到厂价格 方钢_方钢公司,聚鑫美特金属材料销售(东营市分公司)为您提供方钢_方钢公司,联系人:李欣,电话:0527-88266222、17768165506,QQ:2660727583,请联系聚鑫美特金属材料销售(东营市分公司),发货地:天津医药医疗工业园。 山东省,东营市 东营市,山东省辖地级市,别称油城、东方湿地之城、黄河水城,位于山东省北部,东、北临渤海,西与滨州市毗邻,南与淄博市、潍坊市接壤,地势沿黄河走向自西南向东北倾斜,属暖温带大陆性季风气候,总面积8243平方千米。截至2022年10月,全市辖3个区、2个县。截至2022年末,全市常住人口220.9万人。
无需繁琐的文字描述,观看我们的视频,让方钢_方钢公司产品一览无余!
以下是:方钢_方钢公司的图文介绍
skh51圆钢表面损伤的处理方法 skh51圆钢在制作过程中,会在表面出现锈斑,焊接时会有焊接飞溅现象。因此在使用中的skh51圆钢表面会出现划痕。遇到这些情况应该怎么办呢?怎么能妥善处理这些问题呢? 锈斑: 制作前或制作skh51圆钢过程中有时会看到skh51圆钢产品或设备上生锈,这说明表面受到严重污染。设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。 焊接飞溅: 焊接飞溅与焊接工艺有很大关系。TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每-边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。 划痕:为了防止工艺润滑剂或生成物和/或污物积留,必须对skh51圆钢划痕和其它粗糙表面进行机械清理。skh51圆钢的制造过程必须精细,-些细小的问题能避免就避免,这样才能保证产品的质量。
将合金圆钢加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。cr5mo合金圆钢的退火是将合金圆钢加热到发生相变或部分相变的温度,经过保温后缓慢冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高合金圆钢的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。所以退火既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好准备,故退火是属于半成品热处理,又称预先热处理。 2、cr5mo合金圆钢的正火 正火是将合金圆钢加热到临界温度以上,使合金圆钢全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。它能过共析合金圆钢的网状渗碳体,对于亚共析合金圆钢正火可细化晶格,提高综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。 3、cr5mo合金圆钢的淬火 淬火是将合金圆钢加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡组织的热处理方法。淬火能增加合金圆钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。 4、cr5mo合金圆钢的回火 将已经淬火的合金圆钢重新加热到一定温度,再用一定方法冷却称为回火。其目的是淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。 ⑴调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在500-650℃之间进行回火。调质可以使cr5mo合金圆钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。 ⑵时效处理:为了精密量具或模具、零件在长期使用中尺寸、形状发生变化,常在低温回火后(低温回火温度150-250℃)精加工前,把工件重新加热到100-150℃,保持5-20小时,这种为稳定精密制件质量的处理,称为时效。对在低温或动载荷条件下的cr5mo合金圆钢进行时效处理,以残余应力,稳定合金圆钢材组织和尺寸,尤为重要。
60si2mn圆钢质量:
两年内质量三包!
山东东营聚鑫美特金属材料销售有限公司竭诚为您服务, 60si2mn圆钢型号齐全,
售后服务:也可非标定做,欢迎致电!
每位新老用户企业的发展壮大始终是我们的理念,忠诚合作愉快。
质量是关键,欢迎实地考察、试用、订货。
我们的承诺:同等 60si2mn圆钢质量,价格低,真诚的希望新老客户来公司光临指导,愉快合作!
我们真诚欢迎广大客户与我们联系,建立长期友好的合作关系,共谋。
专业供应18crmnti圆钢批发 对于18crmnti合金圆钢堆焊药芯焊丝的焊接来说,送丝不均匀是比较常见的一种问题,作为一种特殊的焊接材料,为了保证优质的焊接效果,在焊接时需要特别注意。据分析,引起18crmnti合金圆钢堆焊药芯焊丝焊接不均匀的原因主要有以下几种: 1、18crmnti合金圆钢堆焊药芯焊丝绕焊丝盘的绕盘方式有很大的影响。解决这种原因造成的送丝不均匀好的方法就是从随机绕盘改成密排层绕,改善效果相当明显。 2、18crmnti合金圆钢堆焊药芯焊丝波浪弯曲对送丝均匀性的影响。18crmnti合金圆钢堆焊药芯焊丝一旦弯曲,将无法正常通过焊嘴,这样难免会影响送丝均匀性,所以,好的方法就是加装抑振装置,改变18crmnti合金圆钢堆焊药芯焊丝的振动频率,不形成共振从而也就避免了形成波浪弯曲。 3、送丝软管内的18crmnti合金圆钢堆焊药芯焊丝自身重量并不大,送丝推力也无需很大,过大的推力很可能会造成18crmnti合金圆钢堆焊药芯焊丝的弯曲,影响送丝的均匀度。 4、18crmnti合金圆钢堆焊药芯焊丝在制造过程中残余应力的影响。焊接的送丝过程对钢丝内部残余应力的要求较为严格,标准对这一特性只是笼统地以18crmnti合金圆钢堆焊药芯焊丝的挺度和松弛直径、翘距等大致来分。
在山东省东营市采买方钢_方钢公司到聚鑫美特金属材料销售(东营市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李欣-17768165506,QQ:2660727583,地址:《天津医药医疗工业园》。











