
以下是:异型管厂家一手货源的产品参数异型管厂家一手货源_千鹤钢管(滨江区分公司),固定电话:18864897226,移动电话:18864897226,联系人:贺经理,QQ:270591967,经济开发区 发货到 浙江省 杭州市 上城区、下城区、江干区、拱墅区、西湖区、滨江区、萧山区、余杭区、桐庐县、淳安县、建德市、富阳区、临安区。 浙江省,杭州市,滨江区 滨江区,因地濒钱塘江,故名“滨江”。1996年,萧山市西兴、长河、浦沿3个镇划归西湖区。1996年,西兴、长河、浦沿三镇设立滨江区。滨江区与杭州高新技术产业开发区实行“两块牌子、一套班子”。是中国(浙江)自由贸易试验区杭州片区组成部分。
想知道异型管厂家一手货源产品在实际使用中的表现吗?我们的现场实拍视频将为您展示产品的实际应用场景,让您亲身感受其优点和特点。以下是:异型管厂家一手货源的图文介绍杭州滨江精密管千鹤钢管有限公司杭州滨江精密管的详细介绍
简单易用 实拍展现
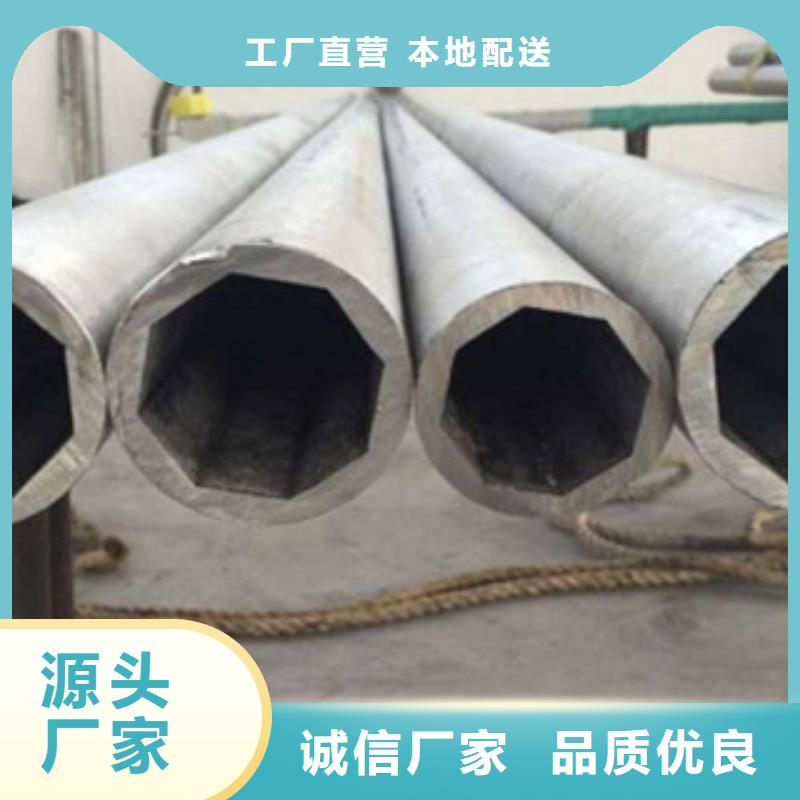
异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。
异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。
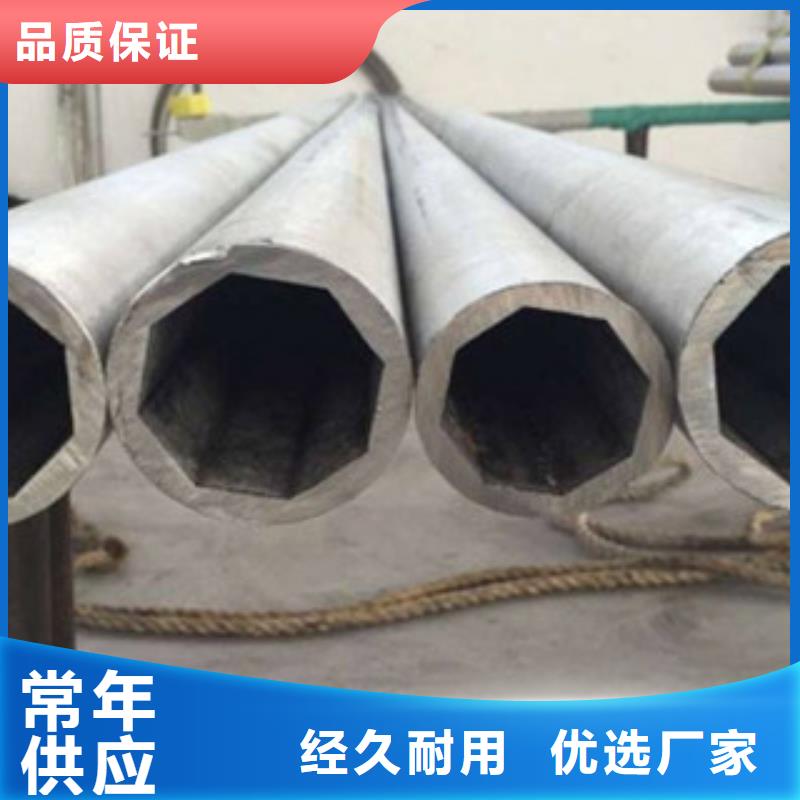
异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。挤压法、斜模轧法和冷拔法是生产异型管的有效方法,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。20世纪90年代,我国在原来只有冷拔的基础上,又开发出辊拔、挤压、液压、旋轧、旋压、连轧、回转锻造和无模拔等几十种生产方法,并在不断地改进和创造新的设备与工艺。产品细节杭州滨江精密管产品生产注重细节,精心选择原材料,精湛的杭州滨江精密管生产流程
杭州滨江精密管每道工序把关到位,多年杭州滨江精密管行业经验生产效率高
杭州滨江精密管源头厂家,出厂价直接给到客户,经久耐用,性能稳定
产品实拍图企业介绍杭州滨江千鹤钢管有限公司主要产品: 精密管,供货及时、服务到位的优势,是广大用户的长期合作伙伴。
追求卓精
卓精不是一个标准,而是一种境界
矢志创新
敢于创新,创造可持续的价值。
绿色责任
善用其效,尽享其能
分享成果
乐人之乐,人亦乐其乐售后服务
选购异型管厂家一手货源来杭州市滨江区找千鹤钢管(滨江区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:贺经理-18864897226,{QQ:270591967},地址:[经济开发区]。










