
以下是:友发钢塑复合管友发钢塑复合管的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 名称 衬塑复合管 材质 Q235B 执行标准 GB/T28897-2012 长度 6米 友发钢塑复合管友发钢塑复合管,利达管道科技有限公司(安阳分公司)专业从事友发钢塑复合管友发钢塑复合管,联系人:贾经理,电话:0527-88266888、17768165506,QQ:460592764,发货地:天津西青区中北镇万卉路南段西侧华亭丽园三区31-2-802-1,以下是友发钢塑复合管友发钢塑复合管的详细页面。 河南省,安阳市 安阳市,河南省辖地级市,古称殷、邺城等,位于河南省北部,地处河南省、山西省、河北省三省交界处,是豫晋冀三省交界地区、区域性中心城市,京津冀周边协同发展区城市,东接濮阳市,西临长治市,南接鹤壁市、新乡市,北临邯郸市,总面积7413平方千米。截至2023年5月,全市4个市辖区、4个县,代管1个县级市。截至2022年末,全市常住人口541.7万人。
想要更直观地感受友发钢塑复合管友发钢塑复合管产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:友发钢塑复合管友发钢塑复合管的图文介绍
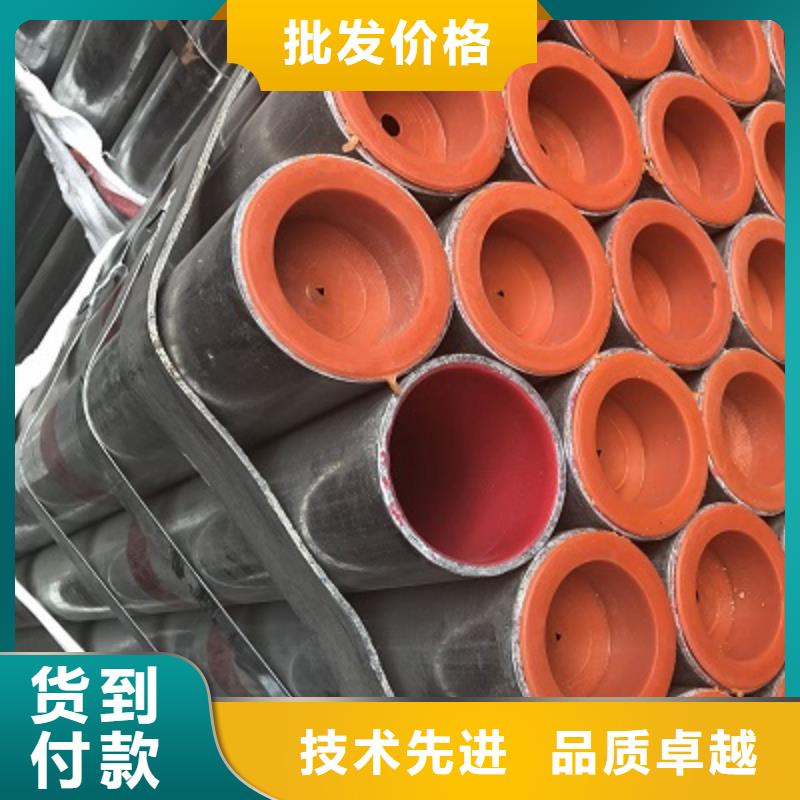
一种新兴的复合管管材,很多地方简称钢塑管。钢,是一种铁质材料;塑,是指塑料,钢塑复合管中的塑料一般是高密度聚乙烯(HDPE)。钢塑复合管有很多分类,可根据管材的结构分类为:钢带增强钢塑复合管,无缝钢管增强钢塑复合管,孔网钢带钢塑复合管以及钢丝网骨架钢塑复合管。当前,市面上为流行的是钢带增强钢塑复合管,也就是我们 常说的钢塑复合压力管,这种管材中间层为高碳钢带通过卷曲成型对接焊接而成的钢带层,内外层均为高密度聚乙烯(HDPE)。这种管材中间层为钢带,所以管材承压性能非常好,不同于铝带承压不高,管材口径只能做到63mm,钢塑管的口径可以做到200mm,甚至更大;由于管材中间层的钢带是密闭的,所以这种钢塑管同时具有阻氧作用,可直接用于直饮水工程,而其内外层又是塑料材质,具有非常好的耐腐蚀性。
各子公司总占地近800亩,资产总计二十余亿元,拥有热镀锌钢管生产线16条、直缝焊接钢管生产线20条、衬塑复合管生产线11条、涂覆塑复合管生产线6条、螺旋缝双面埋弧焊钢管生产线6条、方矩钢管生产线5条,以及预涂覆热浸锌钢管、管接件等其他生产制造设施。年设计生产能力Φ21-Φ219mm热镀锌钢管120万吨、Φ21-Φ273mm直缝焊管180万吨、Φ219-Φ3020mm螺旋钢管30万吨、钢塑复合管20万吨、方矩钢管20万吨,以及预涂覆热浸锌钢管、管接件等各类管道和其他相关产品年制造能力300多万吨。
君诚管道率先成为行业家打造“重点工程专用”和“建设工程通用”细分品类管理的企业,热镀锌钢管执行美国ASTM A53、英国BS1387、中国GB/T3091等低压流体输送用焊接钢管标准和GB/T13793直缝电焊钢管标准,推行ISO9001国际质量管理体系认证,成为中国工程建设标准化协会、中国质量检验协会、中国燃气协会、中国消防协会和中国给水排水设备分会产品企业。集团公司先后获得“中国价值诚信品牌”、“中国十佳钢管制造企业”、“中国3A诚信企业”、“中国钢管十大品牌”、“中国房地产建材服务提供商”、“全国鲁班奖重点工程供货商”、“全国质量诚信承诺示范企业”等荣誉。
天津利达管道科技有限公司生产销售双面衬塑钢管,双面衬塑钢管即内外衬塑钢管,内衬塑外包覆复合钢管,又称PSP衬塑钢管。PSP是钢塑复合压力管的简称,P为PE或PPR、PERT等材质的应为开头字母,S为钢铁的英文字母简称,顾名思义PSP就是两层塑料夹着钢铁,其目的在于内外防腐。执行标准:CJ/T136-2001,Q/320581FKG001-2006。
衬塑钢管的制造方法 保护视力色 简介:方管协会持续关注及报道衬塑钢管的制造方法 中国专利公开了一种钢塑复合管的制造方法,公开号为CN1073906A,这种制造方法先用起毛机构将钢管内壁滚出一个个凹坑和毛刺,在钢管内部空套进其外壁先前涂有粘胶剂的塑料衬管,然后可分别采用三个不同的方法使钢管内壁的凹坑和毛刺与塑料衬管紧密铆合。 一是钢管强行通过口径比钢管外径小的钢模,使钢管的内径变小; 二是将钢管和塑料衬管一起加温到250度,再用一组多级成型内胀压钢模通过塑料衬管内径,扩张塑料衬管; 三是把锅炉蒸汽导入密封的塑料 方管协会持续关注及报道衬塑钢管的制造方法
中国专利公开了一种钢塑复合管的制造方法,公开号为CN1073906A,这种制造方法先用起毛机构将钢管内壁滚出一个个凹坑和毛刺,在钢管内部空套进其外壁先前涂有粘胶剂的塑料衬管,然后可分别采用三个不同的方法使钢管内壁的凹坑和毛刺与塑料衬管紧密铆合。
一是钢管强行通过口径比钢管外径小的钢模,使钢管的内径变小;
二是将钢管和塑料衬管一起加温到250度,再用一组多级成型内胀压钢模通过塑料衬管内径,扩张塑料衬管;
三是把锅炉蒸汽导入密封的塑料衬管内腔,使塑料衬管膨胀后冷却成型。
用上述方法制造的衬塑钢管具有以下的缺陷内衬塑管因过度扩张而使材质受到损伤,内衬塑管内壁也因受高温不均匀会产生很多高低不平的泡泡,当环境温度或使用温度发生变化时,由于钢体和内衬塑管的热胀冷缩不一致,常常会使内衬塑管产生不稳定变形,内衬塑管外径会恢复到胀管前的大小,内衬塑管会在钢管中浮动,容易产生松脱,渗漏,从而降低了安装和使用的可靠性。
其中步骤a中所述的内衬塑管外径大于钢管内径在0.8mm~1.2mm范围,所述的内衬塑管两端夹头的安装工序为先将夹头的锥形芯装进内衬塑管内,合上带有加热装置的外锥形模使内衬塑管变形,夹紧夹头的锥形芯;步骤a中所述的钢管在安装前用拉刀对其内壁进行切削,并在其内壁涂上胶粘剂,钢管两端套上留缩管。
方管协会消息报道其中步骤b中所述的拉伸机构采用液压传动,其额定拉力为5吨,拉伸时作用于内衬塑管截面上每平方厘米的拉力为40Kg~42Kg;步骤b中所述的加热整理装置为电热圈,电热圈温度在65℃~80℃之间,电热圈可套在内衬塑管上左右移动。
其中步骤d中所述的加热炉温度为100℃~120℃之间,且衬内衬塑管在此温度下保温50分钟~70分钟,进行热处理。
衬塑钢管与现有技术相比,具有以下的优点
(1)内衬塑管与钢管是过盈配合,通过拉伸,在正应力作用下,进入钢管内,然后进行热处理,使内衬塑管向原来的外径大小恢复,从而正应力内衬塑管恢复到较稳定的状态,能紧贴钢管;
(2)同时在进行热处理时,固化涂在内衬塑管内壁上的胶粘剂,随着时间的推移,残余应力逐渐消失,衬管和钢管接触得更加紧密,衬层也可承受更大的剪切力;
(3)内衬塑管拉伸是在内衬塑管的应变量范围内,并用加热整理装置对内衬塑管拉伸不均匀处局部加热,进行拉伸修正,这样既不损伤内衬塑管,而且生产出的衬塑钢管同心度高、性能相当稳定;
(4)所需生产设备简单,生产效率高,也无需加热到200度以上的高温使内衬塑管膨胀,大大的降低了生产成本,本发明非常适合于中小生产规模的企业使用。
为在本发明的工艺流程方框图;为在本发明主要的设备及工具装置示意图;图3为在本发明中内衬塑管上夹头的示意图。
在生产DN100型衬塑钢管时,可按以下步骤:
(1)选取镀锌焊缝钢管的内径为105mm,将选取的钢管在大行程拉床上(大行程拉床本申请人已报专利,专利号为002378183),用装配式拉刀(该装配式拉刀也由本申请人申报了专利,专利号为002280965)对钢管内壁进行拉削,钢管内的焊缝、锌镏等赘物,恢复钢管内径,使钢管内壁光滑,并在其内壁涂上胶粘剂,两端套上留缩管2,然后把该钢管3用固定挡板1安装在固定机架9上;
(2)选取外径为106mm且长于上述钢管的内衬塑管6,并在内衬塑管的两端装上夹头5,该夹头由锥形芯11和外锥形模10构成,安装时先将锥形芯装进内衬塑管内,再合上带有加热装置的外锥形模使内衬塑管变形,夹紧夹头的锥形芯;将两个夹头分别连接到与固定机架9位于同一水平面的移动机架7两端的拉伸机构12上,其中一端拉伸机构的拉杆8穿过钢管3与夹头5相连;
(3)在内衬塑管弹性伸长限度内,两个拉伸机构12同时把内衬塑管向两边拉伸,拉伸机构采用液压泵传动,其额定拉力为5吨,拉伸时作用于内衬塑管截面上每平方厘米的拉力为41Kg;对内衬塑管拉伸时不均匀处,用套在内衬塑管上可左右移动的电热圈4进行局部加热,进行拉伸修正,电热圈4恒温控制在70℃,直到内衬塑管外径均匀并小于钢管内径,停止拉伸内衬塑管;
(4)推动整个移动机架7,移动机架在轨道13上滑动,把拉伸好的内衬塑管整个推入钢管内,并卸下拉杆8,切除夹头5;
(5)把装配好的衬塑钢管推入可容纳衬塑钢管温度为110℃的加热炉中保温60分钟,正应力出炉。生产出同心度高、性能稳定的衬塑钢管。
在生产DN15型衬塑钢管时,选取镀锌焊缝钢管的内径为16mm,选取内衬塑管的外径为16.8mm且长于钢管,拉伸时作用于内衬塑管截面上每平方厘米的拉力为42Kg;对内衬塑管拉伸时不均匀处,用电热圈恒温控制在80℃局部加热,进行拉伸修正;电热炉中,在100℃的温度下加热50分钟,正应力,其它和在生产DN100型衬塑钢管时全部相同。
在生产DN200型衬塑钢管时,选取镀锌焊缝钢管的内径为202mm,选取内衬塑管的外径为203.2mm且长于钢管,拉伸时作用于内衬塑管截面上每平方厘米的拉力为40Kg;对内衬塑管拉伸时不均匀处,用电热圈恒温控制在65℃局部加热,进行拉伸修正;电热炉中,在120℃的温度下加热70分钟,正应力,其它和在生产DN100型衬塑钢管时全部相同。
制造要求
1.衬塑钢管的制造方法,该方法依次按以下步骤
a、安装钢管和内衬塑管;把钢管安装在固定机架上,选取其外径大于钢管内径的内衬塑管,并在内衬塑管的两端装上夹头,将两个夹头分别连接到与固定机架位于同一水平面的移动机架两端的拉伸机构上,其中一端拉伸机构的拉杆穿过钢管与夹头相连;
b、对内衬塑管进行拉伸;在内衬塑管弹性伸长限度内,用拉伸机构同时把内衬塑管向两边拉伸,并用加热整理装置对内衬塑管拉伸不均匀处局部加热,进行拉伸修正,直到内衬塑管外径小于钢管内径;
c、装配内衬塑管;推动整个移动机架,把拉伸好的内衬塑管整个推入钢管内,并卸下拉杆,切除夹头;
d、把装配好的衬塑钢管推入加热炉进行热处理,正应力。
2.根据权利要求1所述的衬塑钢管的制造方法,其中步骤a中所述的内衬塑管外径大于钢管内径在0.8mm~1.2mm范围。
3.根据权利要求1所述的衬塑钢管的制造方法,其中步骤a中所述的内衬塑管两端夹头的安装工序为先将夹头的锥形芯装进内衬塑管内,再合上带有加热装置的外锥形模使内衬塑管变形,夹紧夹头的锥形芯。
4.根据权利要求1所述的衬塑钢管的制造方法,其中步骤a中所述的钢管在安装前用拉刀对其内壁进行切削,并在其内壁涂上胶粘剂,钢管两端套上留缩管。
5.根据权利要求1所述的衬塑钢管的制造方法,其中步骤b中所述的拉伸机构采用液压泵传动,其额定拉力为5吨,拉伸时作用于内衬塑管截面上每平方厘米的拉力为40Kg~42Kg。
6.根据权利要求1所述的衬塑钢管的制造方法,其中步骤b中所述的加热整理装置为电热圈,电热圈温度在65℃~80℃之间,电热圈可套在内衬塑管上左右移动。
7.根据权利要求1所述的衬塑钢管的制造方法,其中步骤d中所述的加热炉温度为100℃~120℃之间,且内衬塑管在此温度下保温50分钟~70分钟,进行热处理。
河南安阳利达管道科技有限公司自投产以来,通过优良的 镀锌钢管产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 镀锌钢管。
利达管道钢塑复合管有很多分类,可根据管材的结构分类为:钢带增强钢塑复合管无缝钢管增强钢塑复合管,孔网钢带钢塑复合管以及钢丝网骨架钢塑复合管。当前,市面上为流行的是钢带增强钢塑复合管,也就是我们钢塑复合管结构常说的钢塑复合压力管,这种管材中间层为高碳钢带通过卷曲成型对接焊接而成的钢带层,内外层均为高密度聚乙烯HDPE)。这种管材中间层为钢带,所以管材承压性能非常好,不同于铝带承压不高,管材口径只能做到63mm,钢塑管的口径可以做到200mm,甚至更大;由于管材中间层的钢带是密闭的,所以这种钢塑管同时具有阻氧作用,可直接用于直饮水工程,而其内外层又是塑料材质,具有非常好的耐腐蚀性。如此优良的性能,使得钢塑复合管的用途非常广泛,石油、天然气输送,工矿用管,饮水管,排水管等等各种领域均可以见到这种管的身影
天津利达管道科技有限公司,钢塑复合管,产品以无缝钢管,焊接钢管为基管,内壁涂装高附着力,防腐,食品级卫生型的聚乙烯粉末涂料或环氧树脂涂料,采用前处理,预热,内涂装,流平,后处理工艺制成的给水镀锌内涂塑复合钢管。
友发钢塑复合管友发钢塑复合管_利达管道科技有限公司(安阳分公司),固定电话:17768165506,移动电话:0527-88266888,联系人:贾经理,QQ:460592764,天津西青区中北镇万卉路南段西侧华亭丽园三区31-2-802-1 发货到 河南省安阳市。
















