


以下是:规模大的焊管厂家的产品参数规模大的焊管厂家,天鑫达特钢有限责任公司(神木市分公司)为您提供规模大的焊管厂家产品案例,联系人:杨经理,电话:【18853178958】、【18853178958】,发货地:钢材市场。 陕西省,榆林市,神木市 神木市,陕西省辖县级市,由榆林市代管。位于陕西北部、秦晋蒙三省(区)接壤地带,总面积7635平方千米,是陕西省面积的县(市)。截至2023年6月,神木市共辖6个街道、14个镇。截至2022年12月,全市常住人口57.88万人。
准备好领略规模大的焊管厂家产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
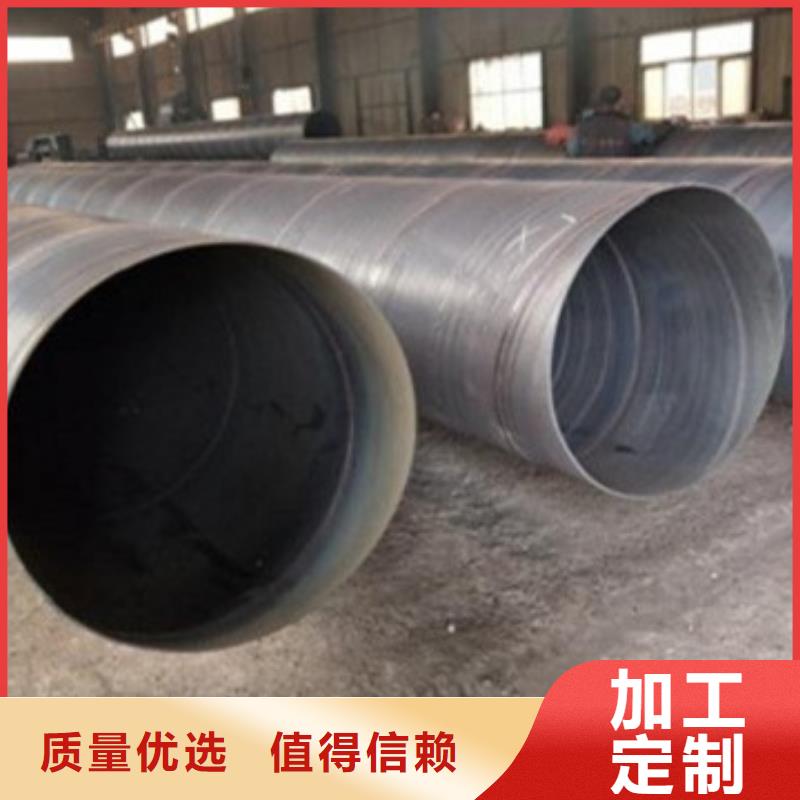
以下是:规模大的焊管厂家的图文介绍榆林神木山东天鑫达特钢有限责任公司常年销售各种 H型钢厂家。 公司依靠科学管理体系,严格执行标准, 我们的宗旨:诚信是一个人的立身之本,也是一个企业的经营准则,我们一直遵循“诚信为本”的经营理念,为广大海内外朋友提供产品。在未来的创业中,公司将继续加大新产品的开发力度,不断开拓新的领域,以新的姿态一如既往地奉行“追求卓越,真诚到永远”的原则竭诚为广大客户服务。
3.7在同样钢管材料, 同样片距和片数条件下, 不同小口径焊管焊接后长度变化一致
焊接速度区别
基管外径25~51 翅片厚度2mm 每对焊接时间小于3秒 (不包括上下料时间和退火时间)H型薄壁焊管省煤器技术原理 H型薄壁焊管,亦称H型肋片管,也有称蝶片管的,它是把两片中间有圆弧的钢片对称地与光管焊接在一起形成鳍片(肋片或蝶片),正面形状颇像字母“H”,故称为H型薄壁焊管。 H型薄壁焊管的两个鳍片为矩形,近似正方形,其边长约为光管的2倍。属扩展的受热面。 H型薄壁焊管采用闪光电阻焊工艺方法,其焊接后焊缝熔合率高,焊缝抗拉强度大,具有良好的热传导性能。 H型薄壁焊管还可制造成双管的“双H”型薄壁焊管,其结构的刚性好,可以应用于管排较长的场合。结构形式:基本形式为“H”型及双“H”型 。
随着我国经济的持续发展,大力发展能源行业,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,薄壁焊管表面处理是决定管线防腐使用寿命的关键因素之一,它是防腐层与薄壁焊管能否牢固结合的前提。经研究机构验证,防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外,薄壁焊管的表面处理对防腐层寿命的影响约占50%,因此,应严格按照防腐层规范对薄壁焊管表面的要求,不断探索和总结,不断改进薄壁焊管表面处理方法。
焊接压力?
焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物和金属氧化物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。?
由于管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。
3 焊接速度?
焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在高频焊管时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。?
因此在高频焊管时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。
4 开口角?
开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。?
减小开口角时,边缘之间的距离也减小,从而使邻近效应加强,在其它条件相同的情况下便可增大边缘的加热温度,从而提高焊接速度。开口角如果过小时,将使会合点到挤压辊中心线的距离加长,从而导致边缘并非在温度下受到挤压,这样便使焊接质量降低,功率消耗增加。?
实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化。在导向辊不能纵向调整的情况下,可用导向环厚度或压下封闭孔型来调整开口角的大小。
、清洗
利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、工具除锈
主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
4、喷(抛)射除锈
喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对薄壁焊管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且薄壁焊管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。采用喷(抛)射除锈应注意几个问题。
4.1除锈等级
对于薄壁焊管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求薄壁焊管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与薄壁焊管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5)技术条件。
选购规模大的焊管厂家来榆林市神木市找天鑫达特钢有限责任公司(神木市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:杨经理-【18853178958】,地址:[钢材市场]。









