

以下是:电解抛光设备生产商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 您是想要在广东省潮州市采购高质量的电解抛光设备生产商产品吗?前海灯鼎实业(潮州市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的电解抛光设备生产商产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:楚先生-【17768165506】,地址:《宝安区沙井镇》。 广东省,潮州市 潮州文化是岭南文化的重要组成部分,是中华文化的重要支脉。潮州有2000多年的建制史,潮州市域古属潮州府地,潮州是隋代经略台湾的始发地,唐代以来是海上丝绸之路的重要门户和对台的通道,新中国成立后,潮汕地域同属潮汕专区、粤东行政区、汕头专区、汕头地区、汕头市,1991年12月,汕头市域分设汕头、潮州、揭阳三个地级市。潮州是中国旅游城市、有潮州八景和潮州新八景等景点,是历史文化名城,中国瓷都,中国岭头单丛茶之乡、全国重点无公害农产品(茶叶)生产示范基地、中国食品名城、园林城市,潮州菜之乡、中国不锈钢制品之乡、中国民族民间艺术之乡,革命老区苏区、潮人祖地、海滨邹鲁、潮州文化发祥地、华侨之乡、港澳台同胞祖籍地之一。2023年,被评为三线城市。
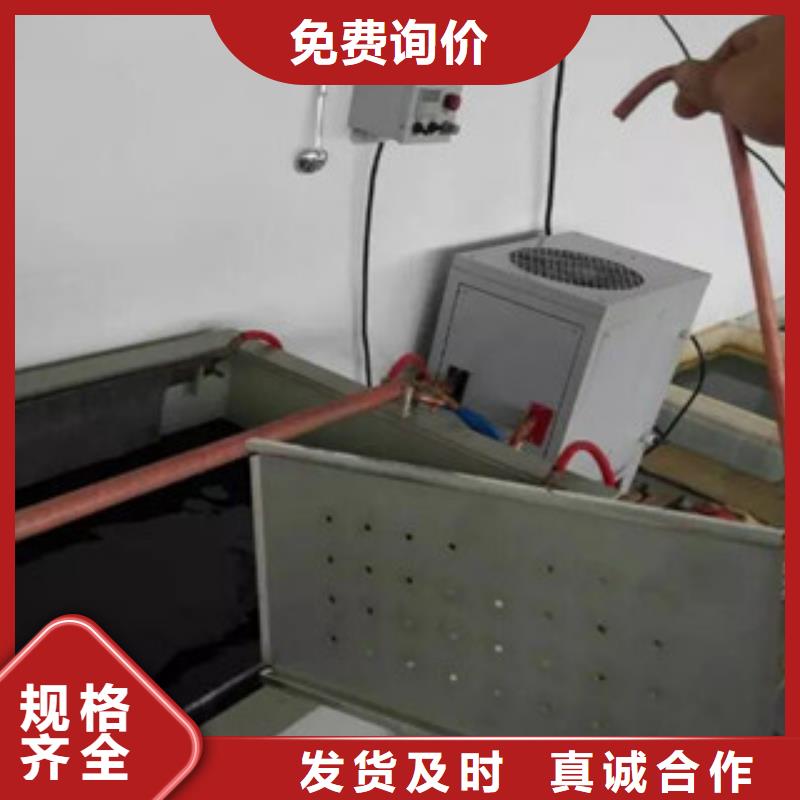
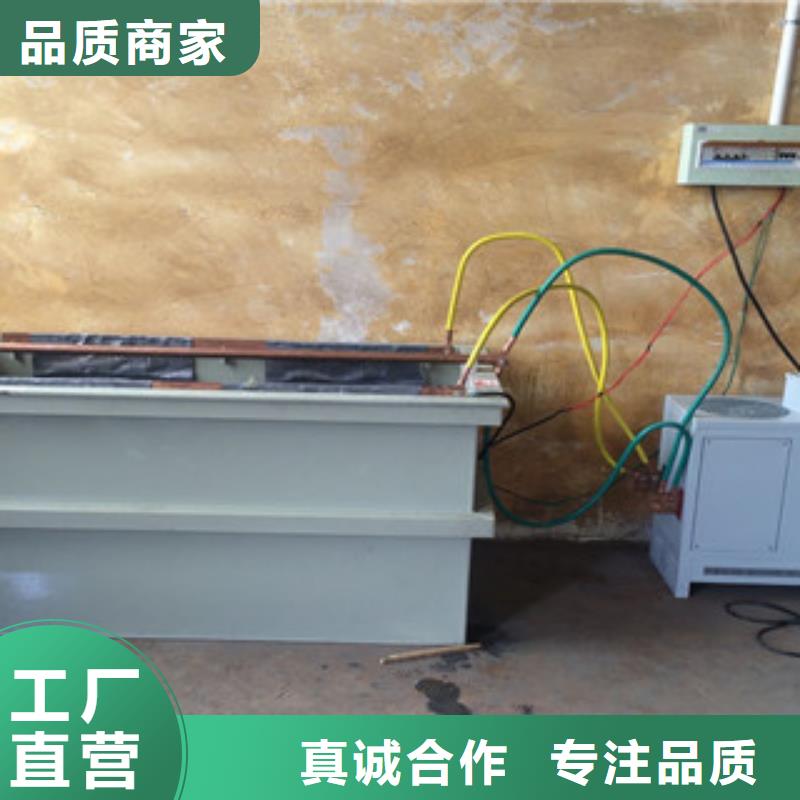
我们的现场实拍视频将带您走进电解抛光设备生产商产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:电解抛光设备生产商的图文介绍
各种影响电解抛光质量的原因:1 磷酸是形成电解抛光粘液膜的主要成分之一。磷酸含量过高时,槽液黏度很高,电阻较大,需要在较高电压下才能抛光,且整平速度较慢。磷酸含量过低时,难以形成黏液膜,即钝化倾向小于活化倾向,导致零件的不均匀腐蚀。2 硫酸的影响:硫酸对不锈钢有较强的腐蚀作用。硫酸的含量过高时,抛光表面容易出现过腐蚀的均匀的密集的麻点;硫酸含量过低时,钝化倾向小于活化倾向,不均匀的腐蚀更为严重。3 电流的影响:电解抛光通常在高电流密度下进行。在低电流密度时,金属处于活化状态,被抛光的表面发生侵蚀,此时化学溶解强于电化学抛光溶解,因此所得抛光表面的粗糙度差。
当电流的密度超过了正常的抛光范围时,会有氧气猛烈的析出,表面发生过热和腐蚀,造成剧烈的不规格的溶解。同时增大了电能的消耗,降低了电流的效率。高阳极的电流密度,有时还会导致阳极的迅速溶解,使近阳极的溶解产物浓度提高,电阻增大。4 温度的影响:降低温度会使电解液的黏度提高,阳极溶解产物从金属表面向本体电解液的扩散更加困难。提高温度可使抛光的过程加速,电流的效率提高,从而改善了产品的粗糙度和光亮度。温度过高会使溶解的金属的浓度不断升高,同时,高温度容易形成气流,把电解液与金属表面挤开,反而降低了金属的溶解速度。因为高温时电解液的黏度相应降低了,从而加速了溶解产物的扩散,这样的又导致溶解速度的加速,影响了产品的表面的光亮度。5 抛光时间的影响:延长抛光时间,超过了达到一定的表面光亮度所需的时间上限,不仅不能进一步提高表面的光亮度,反而会降低表面的光亮度。
展望未来,广东潮州前海灯鼎实业有限公司将本着“以诚信为根本、以客户为中心”的现代营销理念,不断 电解抛光设备产品质量,不断完善服务体系,源源不断地为广大消费者创造高品质、次、高价值的 电解抛光设备精品!
下面灯鼎楚经理为大家解析电解抛光常见的故障以及排除方法:1)新配置的电解液抛光后有点状的腐蚀出现,这主要是电解液配置后通电量不足,要继续通电电解处理呈微绿色(俗称老化处理)。2)新配置的电解液抛光面光泽不够理想,这是由于镍离子不足以及温度太低造成的,可以提高抛光温度可解决问题。3)零件凹穴部分和挂具接触点附近有黑灰的的影形式由于零件的接触点与夹具间的有遮挡而切断了该部位上的电力线所致。只要改善调整正接触位置,祛除遮挡即可解决。4)零件边缘有色条纹影或波纹,是由于电解液中阳极电流太小,电解抛光时间太长,电解液温度过高所致。只要缩短抛光时间,降低槽液的温度即可。5)抛光后的零件表面模糊是由于电解液的密度太大,清洗不够。调整密度,用热水清洗。6)出槽时抛光件表面有较大的凹坑和裂纹,原因是原表面本身有缺陷,粗糙度低。应加强毛坯的检查。7)出槽时发现抛光面有缺口,特别是夹具与零件接触点附近和交界处的缺口,这是由于接触夹具与零件没有夹牢造成电火花击穿。只有将夹具与零件接触紧才可避免击穿现象发生。8)零件出槽后悔发现抛光面上有密集而均匀的麻点,通常平面较多,而侧面较少,这是由于槽内的硫酸较多,阳极电流密度太大,温度太高,电解液密度太小造成。只要相应提高磷酸的含量,降低阳极电流的密度或降低温度即可解决。
电解液使用方法: ? 初次使用本品者请详读物质数据MSDS说明,无经验者在我司专业技术人员指引下使用,小批量试作合格再批生产; ? 本品为原液使用,使用前请勿往本品加水稀释; ? 根据工件加工状况先去油脱脂,冲水确保表面干净; ? 建议简单酸洗(可使用2%~10%的硫酸溶液或者2%盐酸+3%硝酸溶液),可视情省略。 ? 清水(不可用污水或自然水)冲洗,冲净工件表面酸洗液。
? 加热电解液至60-70度(不锈钢),70~80度(不锈铁),把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在6~10伏左右,抛光0.5~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液达到佳状态.至电解液出现微绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳
不锈钢电解抛光的工艺流程:机械抛光--化学抛光--清洗--腐蚀--清洗--化学抛光--清洗--电解抛光--热水回收--清洗--钝化--清洗--开水烫干--老化--检验--包装。对于抛光要求高的,按此流程较好。对于抛光要求低者,可以省去化学抛光或机械抛光。1电解液加热:加热温度到60°加热管断电,搅拌均匀后开始电解抛光。断电后加热管不要马上拿出来,否则会烧掉加热管。也不要连续长时间加热,容易烧掉加热管。2、工件除油:如工件表面有油污,需先进行除油处理,确保工件表面上无残留油污。3、水洗:清洗工件表面上的除油剂。4、工件除焊斑:如工件表面上有焊斑,需先进行除焊斑处理。5、水洗:清洗工件上的酸洗膏。6、晾干:可自然风干,确保工件上无残留的水;7、电解抛光:需要电解抛光机和一个电解槽以及导电铜材进行连接,加热电解液至60度左右,把铅板固定在阴极,需电解抛光的工件挂在阳极,然后调整电压在8-12伏,抛2-8分钟取出工件。完成电解抛光。8、水洗:清洗工件上的电解液9、碱水洗:内盛5%碱性溶液,中和工件上的电解液。碱性溶液可以使用纯碱。10、再次水洗:需要水洗槽,内盛普通清水。11、高压水枪冲洗:彻底清洗工件上的电解液,确保工件上无残留的电解液。12、晾干:可自然风干,也可采用吹风设备吹干,整个电解工艺完成。
在广东省潮州市采购电解抛光设备生产商请认准前海灯鼎实业(潮州市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:楚先生-【17768165506】,地址:宝安区沙井镇)。















