


以下是:焊管、焊管厂家_大量现货的产品参数焊管、焊管厂家_大量现货_天鑫达特钢有限责任公司(安顺市分公司),固定电话:【18853178958】,移动电话:【18853178958】,联系人:杨经理,钢材市场 发货到 贵州省 安顺市 贵阳市、遵义市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 西秀区、平坝区、普定县。 贵州省,安顺市 安顺市,贵州省辖地级市,位于贵州中西部,距贵州省省会贵阳90公里。总面积9267平方公里,地处长江水系乌江流域和珠江水系北盘江流域的分水岭地带,是世界上典型的喀斯特地貌集中地区。截至2022年末,安顺市常住人口245.55万人。
想要深入了解焊管、焊管厂家_大量现货产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
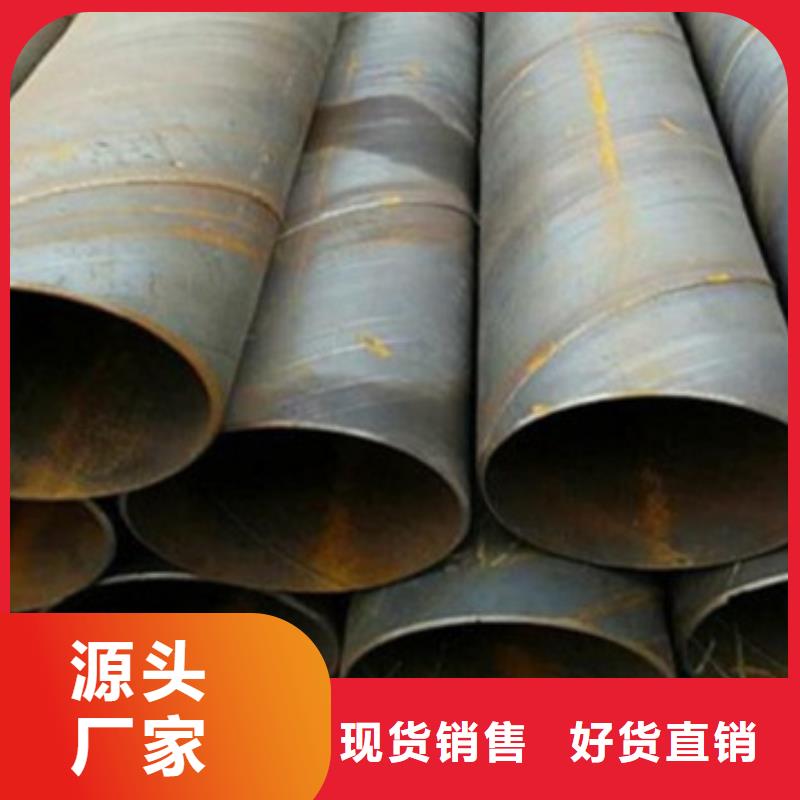
以下是:焊管、焊管厂家_大量现货的图文介绍产品细节图
1除锈等级
对于薄壁焊管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求薄壁焊管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与薄壁焊管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5)技术条件。
4.2喷(抛)射磨料
为了达到理想的除锈效果,应根据薄壁焊管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为40~50 HRC,钢砂的硬度为50~60 HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。
4.3磨料的粒径及配比
为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层的性能。
感应器及阻抗器的放置位置
5.1感应器的放置位置
?感应器的放置位置(距挤压辊中心线的距离)对焊接质量影响很大。距挤压辊中心线较远时,有效加热时间长,热影响区宽,使焊缝强度降低;反之边缘加热不足,也使焊缝强度降低。感应器应与管同心放置,其前端与挤压辊中心线距离大约等于或小于管径(小管是1.5倍的管径)为状态。
5.2 阻抗器的放置位置
阻抗器(磁棒)的放置位置不但对焊接速度有很大影响,而且对焊接质量也有影响。如图2所示[2]。
6 管坯的几何尺寸及形状要求6.1焊管坯的几何尺寸
管坯的宽度和厚度偏差大,会改变边缘的加热温度和挤压量,合格的产品必须要求管坯的宽度和厚度在公差范围之内。
6.2管坯形状及相接形式
如果管坯边缘存在挠曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型中心,造成带钢两边弯曲。轧辊调整不良也会造成带钢跑偏或管坯扭曲等缺陷,造成影响焊接质量或根本无法焊接的后果。
管坯两端焊接时要求两端全部厚度相接,管坯两边缘不但要平直而且要平行。纵剪带钢时圆盘剪刃间隙过大或刀刃磨损严重造成带钢边缘毛刺过大,也易产生焊接后裂纹。
公司实力
贵州安顺山东天鑫达特钢有限责任公司基本对 H型钢厂家产品质量的高度自信,打破国内通行的销售及售后服务模式,率先采取统一定价的市场销售政策,改变国内 H型钢厂家行业常见的不透明价格体系,杜绝产品销售中的暗箱操作空间,完全依靠客户口碑及产品高性价比特性进行市场竞争;同时,公司在行业内率先承诺: H型钢厂家产品实行售后30日内无理由退货!只要不满意,就可以退货,完全杜绝客户顾虑!
联系人:杨经理,电话:【18853178958】,天鑫达特钢有限责任公司(安顺市分公司)在贵州省安顺市本地专业从事焊管、焊管厂家_大量现货,贵州省安顺市各个县市以及周边贵州省 安顺市 贵阳市、遵义市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市 西秀区、平坝区、普定县城市均可提供送货上门服务!








