

以下是:电解抛光设备欢迎到厂实地考察的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 电解抛光设备欢迎到厂实地考察,前海灯鼎实业(恩施市分公司)为您提供电解抛光设备欢迎到厂实地考察产品案例,联系人:楚先生,电话:【0527-88266222】、【17768165506】,发货地:宝安区沙井镇。 湖北省,恩施土家族苗族自治州 恩施州属亚热带季风性山地湿润气候;海拔落差大,小气候特征明显,垂直差异突出,“一山有四季,十里不同天”;年均气温16.2℃,年平均降水量1600毫米。地处武汉和重庆两大“火炉”之间,是适宜人类居住的地区之一。
深入了解电解抛光设备欢迎到厂实地考察产品,一部视频就够了,快来观看!
以下是:电解抛光设备欢迎到厂实地考察的图文介绍湖北恩施前海灯鼎实业有限公司秉着“以服务求生存,以质量求发展”的经营理念,切实做到信用为本、客户至上,追求客户满意,提供人性化服务。湖北恩施前海灯鼎实业有限公司自创立以来,不断创新,开拓进取,运用现代企业管理模式,力求做到【电解抛光设备】行业的标准、业界的良心企业,为市场的规范化、标准化贡献一份力量
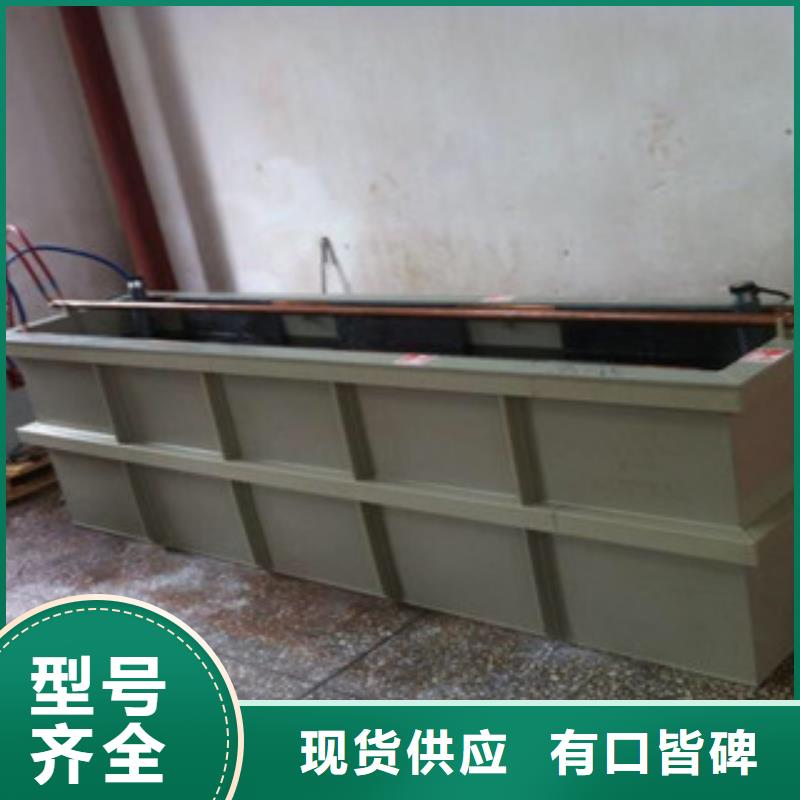
电解液使用方法: ? 初次使用本品者请详读物质数据MSDS说明,无经验者在我司专业技术人员指引下使用,小批量试作合格再批生产; ? 本品为原液使用,使用前请勿往本品加水稀释; ? 根据工件加工状况先去油脱脂,冲水确保表面干净; ? 建议简单酸洗(可使用2%~10%的硫酸溶液或者2%盐酸+3%硝酸溶液),可视情省略。 ? 清水(不可用污水或自然水)冲洗,冲净工件表面酸洗液。
? 加热电解液至60-70度(不锈钢),70~80度(不锈铁),把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在6~10伏左右,抛光0.5~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液达到佳状态.至电解液出现微绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳
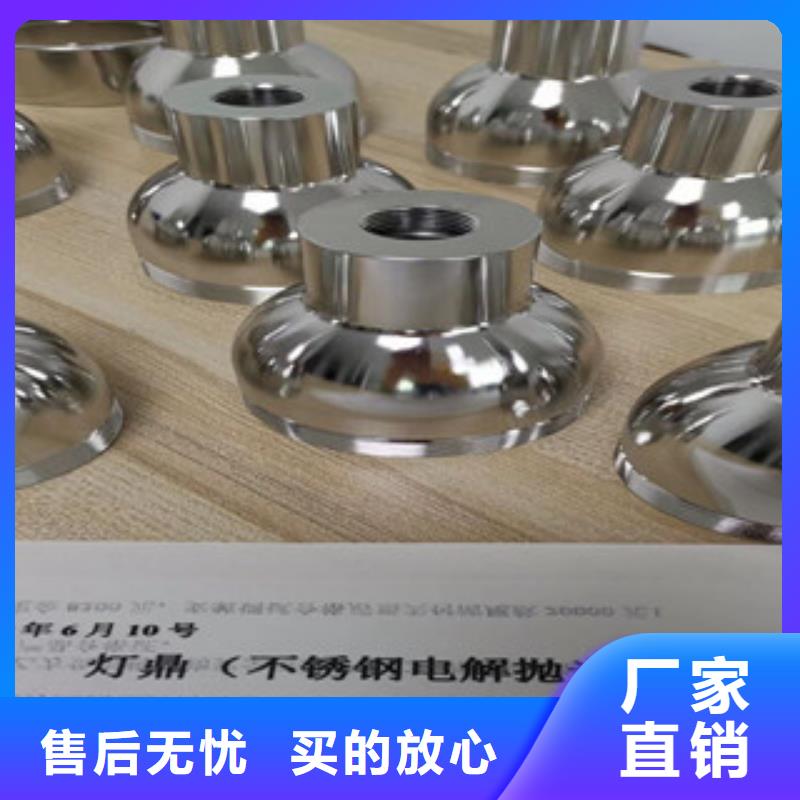
不锈钢门花产业越来越受到更多人的青睐,不锈钢电解的应用越来越广泛,电解过程中会遇到许多的问题,比如电解抛光不光亮、电解出来的不锈钢配件表面有条纹、抛光速度慢且电解不均匀,这些都是电解抛光时常见的问题,许多人并不了解电解抛光的原理,因此在实际操作过程中遇到的问题也不知道该怎么去解决,通过上次提到的不锈钢门花电解工艺,知道了不锈钢门花电解的大概程序,下面我们就来看一下电解抛光的原理,通过了解电解抛光的原理我们就会知道在电解抛光过程中该注意哪些问题,才会将不锈钢门花配件电解的更好。电解抛光主要工艺为:除油--水洗--除锈--水洗--电解抛光--水洗--中和--水洗--钝化--包装。通过了解了不锈钢电解抛光的原理和特点,我们可以知道电解中应注意哪些细节问题,这样才能减少消耗,提高加工效率。
下面灯鼎楚经理为大家解析电解抛光常见的故障以及排除方法:1)新配置的电解液抛光后有点状的腐蚀出现,这主要是电解液配置后通电量不足,要继续通电电解处理呈微绿色(俗称老化处理)。2)新配置的电解液抛光面光泽不够理想,这是由于镍离子不足以及温度太低造成的,可以提高抛光温度可解决问题。3)零件凹穴部分和挂具接触点附近有黑灰的的影形式由于零件的接触点与夹具间的有遮挡而切断了该部位上的电力线所致。只要改善调整正接触位置,祛除遮挡即可解决。4)零件边缘有色条纹影或波纹,是由于电解液中阳极电流太小,电解抛光时间太长,电解液温度过高所致。只要缩短抛光时间,降低槽液的温度即可。5)抛光后的零件表面模糊是由于电解液的密度太大,清洗不够。调整密度,用热水清洗。6)出槽时抛光件表面有较大的凹坑和裂纹,原因是原表面本身有缺陷,粗糙度低。应加强毛坯的检查。7)出槽时发现抛光面有缺口,特别是夹具与零件接触点附近和交界处的缺口,这是由于接触夹具与零件没有夹牢造成电火花击穿。只有将夹具与零件接触紧才可避免击穿现象发生。8)零件出槽后悔发现抛光面上有密集而均匀的麻点,通常平面较多,而侧面较少,这是由于槽内的硫酸较多,阳极电流密度太大,温度太高,电解液密度太小造成。只要相应提高磷酸的含量,降低阳极电流的密度或降低温度即可解决。
在湖北省恩施市采购电解抛光设备欢迎到厂实地考察请认准前海灯鼎实业(恩施市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:楚先生-【17768165506】,地址:宝安区沙井镇)。










