

以下是:质量好的无缝管大型厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 20# 产地 山东 规格 全 类型 1 可定制 可以 质量好的无缝管大型厂家,金厚源钢管(安顺市分公司)为您提供质量好的无缝管大型厂家,联系人:赵学会,电话:【0527-88266222】、【17768165506】,请联系金厚源钢管(安顺市分公司),发货地:沈北西路造化钢材市场南区4区4栋7--9。 贵州省,安顺市 安顺被列为批新型城镇化综合试点地区。2017年6月,安顺市被命名卫生城市。2017年10月,被住建部命名为园林城市。2020年10月,被评为全国双拥模范城(县)。
质量好的无缝管大型厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。以下是:质量好的无缝管大型厂家的图文介绍贵州安顺金厚源钢管有限公司坐落于 无缝管基地贵州安顺,公司领导团队由多位从业 无缝管行业十几年的精英组建而成,应允时代的需求打造了一家针对 无缝管专业研发、设计、生产、销售、安装为一体综合性企业。
低碳钢热轧盘条牌号和化学成分(GB701-1997) 牌号 化学成分% 脱氧方法 C Si Mn P S 不 大 于 Q195 0.06-0.12 0.25-0.50 0.30 ≤0.045 ≤0.050 F、B、Z Q195C ≤ 0.10 0.30-0.60 ≤0.040 ≤0.040 Q215A 0.09-0.15 0.25-0.55 0.30 0.045 0.040 ≤0.050 F、B、Z Q215B ≤0.045 Q215C 0.10-0.15 0.30-0.60 0.040 ≤0.040 Q235A 0.14-0.22 0.30-0.65 0.30 0.045 ≤0.050 F、B、Z Q235B 0.12-0.20 0.30-0.70 ≤0.045 Q235C ≤ 0.18 0.30-0.60 ≤0.040 ≤0.040
焊接钢管标准 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30-,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。 2.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2 等。 3.普通碳素钢电线套管(GB3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。 4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 5.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。 6.承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。 7.一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 8.一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。 9.桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面
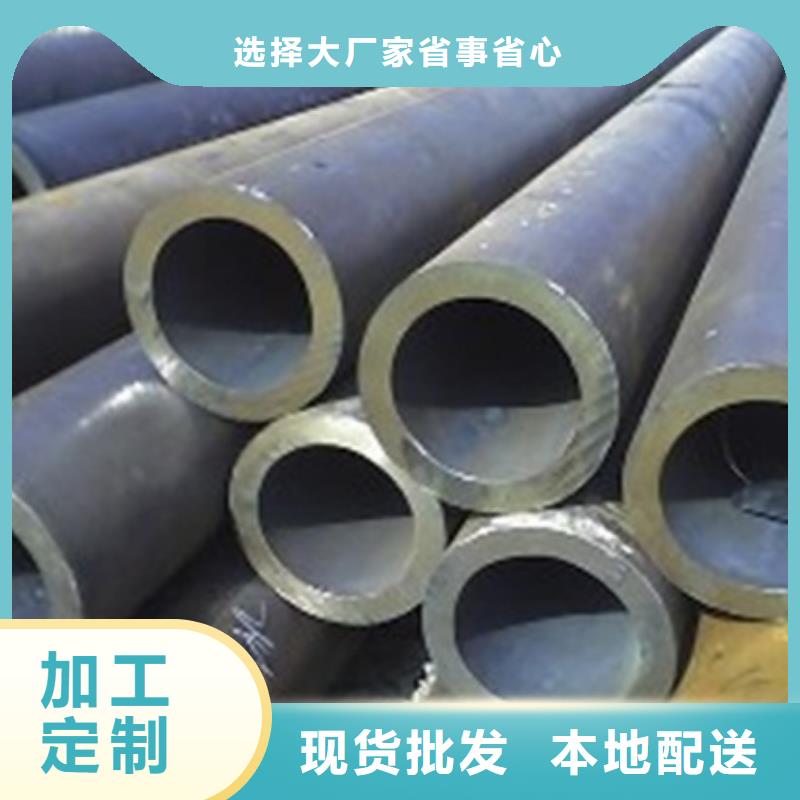
无缝钢管标准 无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积大,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。 但是,圆管也有一定的局限性,如在受平面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。根据不同用途还需有其他截面形状的异型钢管。 1.结构用无缝钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。 2.流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。 3.低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。 4.高压锅炉用无缝钢管(GB5310-1995)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。 5.化肥设备用高压无缝钢管(GB6479-2000)是适用于工作温度为-40-400℃、工作压力为10-30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。 6.石油裂化用无缝钢管(GB9948-88)是适用于石油精炼厂的炉管、热交换器和管道无缝钢管。 7.地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。 8.金刚石岩芯钻探用无缝钢管(GB3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。 9.石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。 10.船舶用碳钢无缝钢管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。 11.汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。 12.柴油机用高压油管(GB3093-2002)是制造柴油机喷射系统高压管用的冷拔无缝钢管。 13.液压和气动缸筒用精密内径无缝钢管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝钢管。 14.冷拔或冷轧精密无缝钢管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。 选用精密无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。 15.结构用不锈钢无缝钢管(GB/T14975-2002)是广泛用于化工、石油、轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。 16.流体输送用不锈钢无缝钢管(GB/T14976-2002)是用于输送流体的不锈钢制成的热轧(挤、扩)和冷拔(轧)无缝钢管。 17.异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。
在试焊过程中,电流在210-235A、电压在21-23V、送丝速度在420-4801n/m1n、焊接速度在12-151n/m1n时,试验焊接中发现F1、F2、F3焊缝上几乎未出现层间未熔合情况、坡口未熔合及密集气孔情况。分析认为F1、F2、F3、三道焊缝坡口宽度小,气体保护充分,因而不会产生氮气孔;坡口宽度小使得焊枪摆幅小,摆动频率高,在送丝速度一定情况下母材与填充金属熔合充分,因而产生未熔合的几率较小;仰焊部位焊缝余高不大。 电流在200-250A、电压在18-22V、送丝速度在400-5001n/m1n、焊接速度在12-161n/m1n时,试验焊中发现F4、F5、F6部分焊缝立焊位置出现层间未熔合和坡口未熔合,但依然没有气孔出现,仰焊部分余高不大。产生层间未熔合和坡口未熔合的焊缝焊接电流小于220A,电压21V,送丝速度小于450 1n/m1n,焊接速度大于151n/m1n,且焊枪摆动频率小于90次/m1n。提高送丝速度、电流电压(调整焊丝伸出长度)、增大焊枪摆动幅度同时尽量选择较快的焊枪摆动频率、控制立焊部位焊接速度后,F4、F5、F6检测后未发现层间未熔合和坡口未熔合。
在贵州省安顺市采买质量好的无缝管大型厂家到金厚源钢管(安顺市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:赵学会-【17768165506】,地址:《沈北西路造化钢材市场南区4区4栋7--9》。










