
以下是:异型管质检合格的产品参数异型管质检合格,千鹤钢管(黄南市分公司)为您提供异型管质检合格,联系人:贺经理,电话:【18864897226】、【18864897226】,请联系千鹤钢管(黄南市分公司),发货地:经济开发区。 青海省,黄南藏族自治州 2019年12月,民委命名黄南藏族自治州为“全国民族团结进步示范州”。2022年,黄南藏族自治州实现地区生产总值110.89亿元,按可比价格计算比上年增长0.2%。
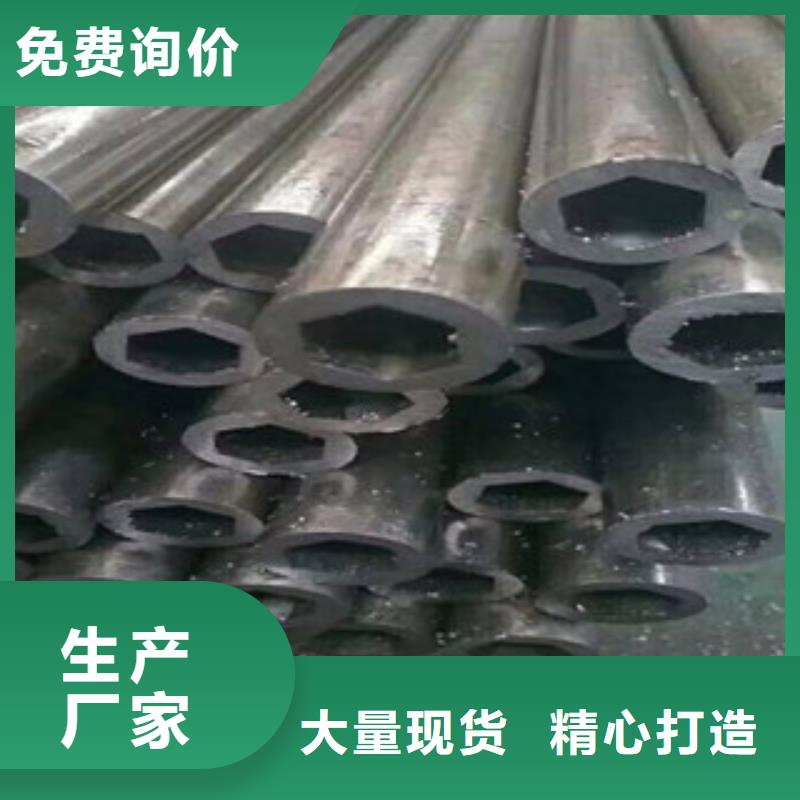
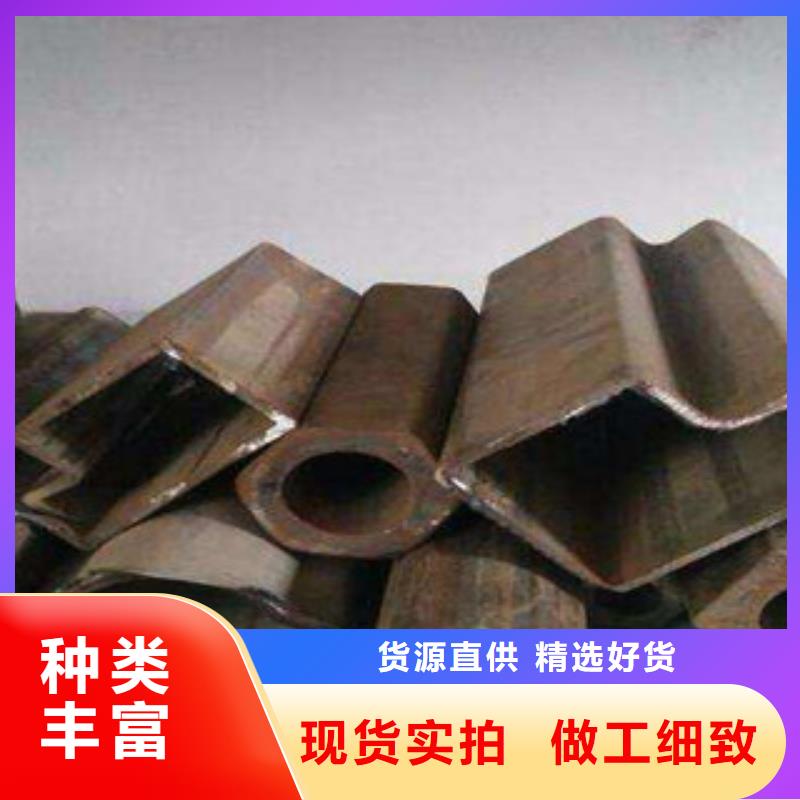
异型管质检合格视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:异型管质检合格的图文介绍椭圆异型管,一般是在圆形管的基础上挤压成鸭蛋形状,椭圆异型管分为正椭圆和平椭圆,正椭圆是指弧度对称的鸭蛋形,平椭圆是指两个长面平行直线状,两个短面成圆弧状。
主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。
防腐处理方法编辑:用沥青漆涂在异型管层:水泥砂浆内衬+特殊涂层:用环氧煤沥青涂异型管层:环氧陶瓷内衬:铝酸盐水泥涂层和硫酸盐水泥涂层:用聚氨酯涂异型管层
无缝异型管的成形工艺说明:无缝异型管成形工艺,即无缝异型管机组成形及定径部分孔型设计和调整方法均会直接影响焊接质量的优劣。
要异型管焊缝气孔的产生,我们建议采取以下措施:(一)焊剂厚度,焊剂的聚集厚度通常为25-45mm,焊剂颗粒度大、密度小时聚集厚度取大值,反之取小值。大电流、低焊速聚集厚度取大值,反之取小值。另外高温天气或周围湿度大时,使用的焊剂应烘干后再利用;(二)钢板板边处置,钢板板边应设置铁锈和毛刺扫除装置,以避免产生气孔的可能。扫除装置的位置好安置在铣边机和圆盘剪后,装置的布局是一边2个上下位置可调解间隙的自动钢丝轮,上下压紧板边;(三)减小次级磁场,为了避免磁偏吹的影响,应使工件上焊接电缆的毗连位置尽可能远离焊接终端,防止焊接电缆在异型管上发生次级磁场;(四)元素参与,焊接含有适量的CaF2和SiO2时,会反向吸取大量的H2,产生稳固性很高且不溶于液态金属的HF,从而可以防备氢气孔的形成;(五)成型工艺,当低落焊接速率或增大电流,从而使得焊缝熔池金属的结晶速率,以便于气体逸出,同时要是异型管带钢递送位置不稳固,应实时进行调解,杜绝通过微调前桥或后桥维持成型,造成气体逸出困难;(六)钢板外貌处置,为防止开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面排除装置;(七)焊缝形貌,异型管焊缝的成型系数过小,焊缝的形状窄而深,气体和混合物不容易浮出,易形成气孔和夹渣。通常焊缝成型系数控制在1.3-1.5,声测管取大值,薄壁取小值。
为了减少弹性变形,对于精密无缝异型管机组加工变形道次都比普通无缝异型管道次相应增加2~3道次。在变形安排上,应减少初始时变形角度,保证稳定的咬入,中间弯形角度适当加大,后部变形适当减少,增加变形道次不仅仅是减少变形力,还可使带钢有释放表面应力的机会,让表面应力增加的梯度缓慢,可以避免出现裂纹。在调整过程中,首先应保证垂直中心线的各道次统一,以中心作为基轴,找准定位尺寸及中间套,在水平线的位置上,应按照工艺安排,形成上山线(下山线)平直线,不能出现曲线跳动。在没有穿带前,就应该调整好各机架的孔型形状,测量各道次尺寸,保证产品稳定进入各机架。在调整中要均衡受力,不可以在一个机架上强行变形,保证角稳定均匀变化。
青海黄南千鹤钢管有限公司是一家专业致力于 精密管生产销售的大型企业。公司有大量 精密管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。 公司自创办以来,靠诚信打造品牌,严格企业管理,强化产品质量,的设备为客户生产的产品,一的独特优势。为更好的服务客户扩大经营范围,我公司特开办了上门送货服务,并有专车专人接送洽谈人员前来订购业务。
异型管拉伸试验主要有以下步骤:(一)用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测一次直径,取其算术平均值作为该处截面的直径,然后选用三处截面直径的小值来计算试件的原始截面面积;(二)根据异型管的拉伸强度和原始标本截面积估计的大负荷,配置相应的摆锤,选择合适的测力度盘;(三)开始试机,使表上升约10mm,为了重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,调整自动绘图设备;(四)先将异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置,后夹紧试件下端;(五)开动试验机,预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;(六)启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘图设备的图形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。将达到大,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;(七)取下异型管拉伸标本、记录纸;(八)用游标卡尺测量断后标距及缩颈处小直径。
异型管质检合格,千鹤钢管(黄南市分公司)为您提供异型管质检合格的资讯,联系人:贺经理,电话:【18864897226】、【18864897226】,发货地:经济开发区。













