
以下是:无缝管供货稳定的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 20# 产地 山东 规格 全 类型 1 可定制 可以 无缝管供货稳定,金厚源钢管(吉安市分公司)为您提供无缝管供货稳定产品案例,联系人:赵学会,电话:【0527-88266222】、【17768165506】,发货地:沈北西路造化钢材市场南区4区4栋7--9。 江西省,吉安市 2022年,吉安市地区生产总值为2750.33亿元,增长5.1%。
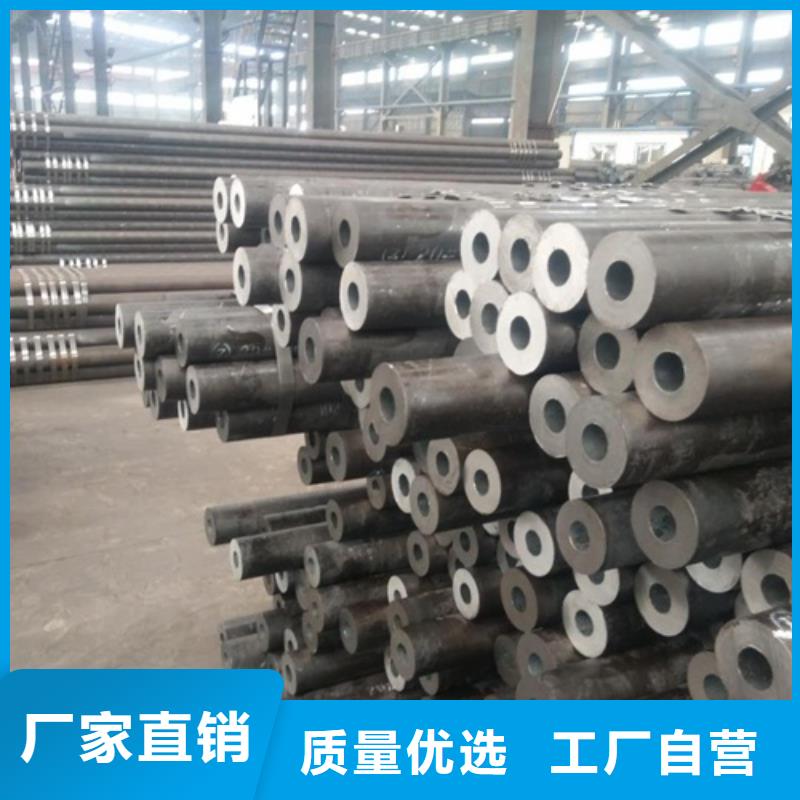
想了解我们的无缝管供货稳定产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。以下是:无缝管供货稳定的图文介绍
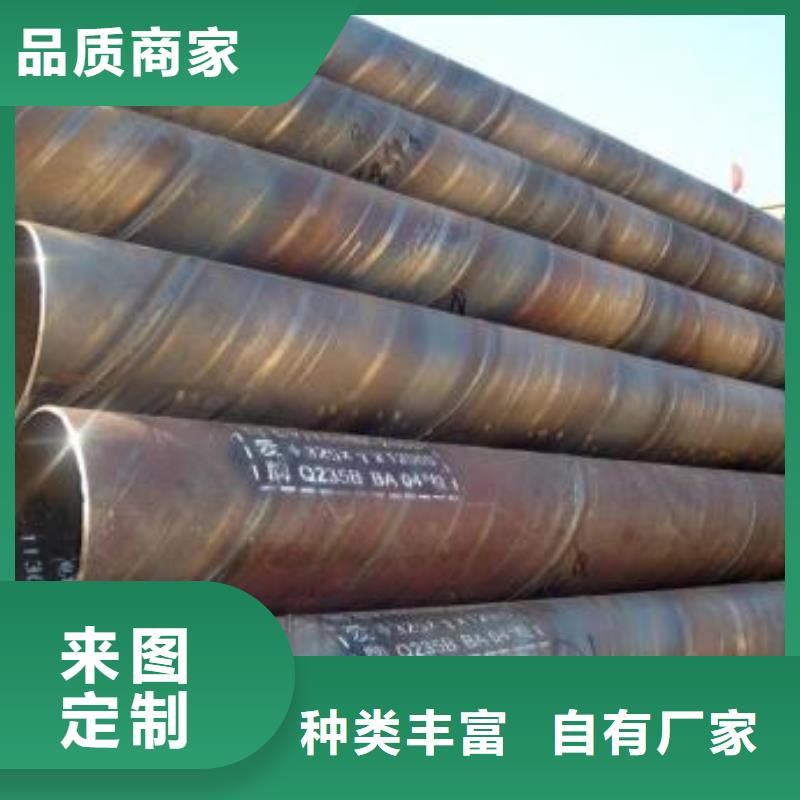
大口径、厚壁管道的焊接 全自动焊接大口径、厚壁(大于21mm)管线经常采用U型坡口或复合型坡口,由于U型坡口、复合坡口加工耗时、耗力制约管道焊接效率。V形坡口加工简单,省时、省力,但大口径、厚壁管线V型坡口全自动焊接时,如焊接工艺参数选择不当,将导致焊接缺陷产生。 随着管道建设用钢管强度等级提高至X70、X80级别,管径和壁厚的增大,从2003年起在管道施工中逐渐开始应用自动焊技术。管道自动焊技术由于焊接效率高,劳动强度小,焊接过程受人为因素影响小等优势,在大口径、厚壁管道建设的应用中具有很大潜力。但我国的管道自动焊接技术正处于发展阶段,焊接中的一些问题如根部未熔合、侧壁未融合、坡口复杂等还没有彻底解决;自动焊接大口径、厚壁管线经常采用U型坡口或复合型坡口,管端坡口整形机等配套设施尚未成熟,所以研究大口径、厚壁管道V型坡口自动焊接技术十分有意义。
高压(低中压)锅炉及石化工业用小口径无缝钢管标准:GB3087 —— 中国标准GB5310 —— 中国标准ASME SA210 —— 美国锅炉及压力容器规范ASME SA213 —— 美国锅炉及压力容器规范DIN17175 —— 联邦德国工业标准用途:(沈阳合金管138 8914 9219)用于低中压锅炉(工作压力一般不大于5.88Mpa,工作温度在450℃以下)的受热面管子;用于高压锅炉(工作压力一般在9.8Mpa以上,工作温度在450℃~650℃之间)的受热面管子、省煤器、过热器、再热器、石化工业用管等。主要生产钢管牌号:10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、10Cr9Mo1VNb、SA210A1、SA210C、SA213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等
江西吉安金厚源钢管有限公司位于沈北西路造化钢材市场南区4区4栋7--9。是一家致力研发生产销售 无缝管为一体的厂家。主要产品有: 无缝管等。公司一贯坚持“质量先行,顾客至上,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,多次被评为:“重质量,守信誉”的企业,竭诚与国内外商家双赢合作,共同发展,共创辉煌!竭诚期待你的来电!0527-88266888
电流在220-250A、电压在20-22V、送丝速度在450-5001n/m1n、焊接速度在14-161n/m1n时,盖面焊缝未发现未熔合,但盖面焊缝在仰焊位置余高超标。分析认为盖面焊缝宽度约为18-22mm,这个宽度接近CRC-P260焊枪大摆动幅度,而宽焊缝、焊枪大摆幅、快摆频使熔池存在时间长且焊枪运动时对熔池有搅拌作用,仰焊位置熔敷金属在重力、电磁力等作用,进而导致仰焊位置焊缝余高超标。为了保证良好的盖面成型效果,盖面焊在选择较小的焊接速度的同时尽量减小焊枪摆动频率,使的盖面焊缝薄而宽,从而减小了熔池存在时间,达到了减少仰焊位置余高的目的。根据试焊结果及分析后确定西气东输二线联络线STT根焊+CRC全自动焊填充、盖面工艺参数。依据表3焊接参数焊接,焊缝经检测无气孔、裂纹、未熔合等缺陷,焊缝表面成型情况,宏观金相良好。焊缝机械性能经过中国石油天然气管道科学研究院焊接技术中心检测,各项指标符合西气东输二线联络线接施工要求。STT根焊+CRC-P260自动焊接在大口径、厚壁(V型坡口)管道上的成功应用,充分体现了自动焊接技术优质、、低劳动强度的特点。上参数进行自动焊接试验,试验焊接中发现自动焊缝易出现缺陷有层间未熔合、侧壁未熔合、密集气孔、仰焊部位余高超标等。
您是想要在江西省吉安市采购高质量的无缝管供货稳定产品吗?金厚源钢管(吉安市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的无缝管供货稳定产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:赵学会-【17768165506】,地址:《沈北西路造化钢材市场南区4区4栋7--9》。











