


以下是:焊管、焊管厂家直销-价格合理的产品参数焊管、焊管厂家直销-价格合理,天鑫达特钢有限责任公司(泰来县分公司)为您提供焊管、焊管厂家直销-价格合理的资讯,联系人:杨经理,电话:【18853178958】、【18853178958】,发货地:钢材市场。 黑龙江省,齐齐哈尔市,泰来县 2020年,泰来县地区生产总值预计实现64亿元,增长6%;公共财政预算收入预计完成5亿元,增长35%;全社会固定资产投资预计完成24亿元,增长25%;城镇居民人均可支配收入预计达到21232元,农村居民人均可支配收入预计达到10104元,分别增长6%和10%。
想知道焊管、焊管厂家直销-价格合理产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:焊管、焊管厂家直销-价格合理的图文介绍对待客户齐齐哈尔泰来山东天鑫达特钢有限责任公司执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 H型钢厂家品牌。
生产工艺编辑
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙焊接要求,管,错边量和焊缝间隙都严格控制。
(7)内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而焊接。
(8)焊完焊缝均经过连续超声波自动伤仪检查,保证了螺旋焊缝无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格首检制度,检查焊缝力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
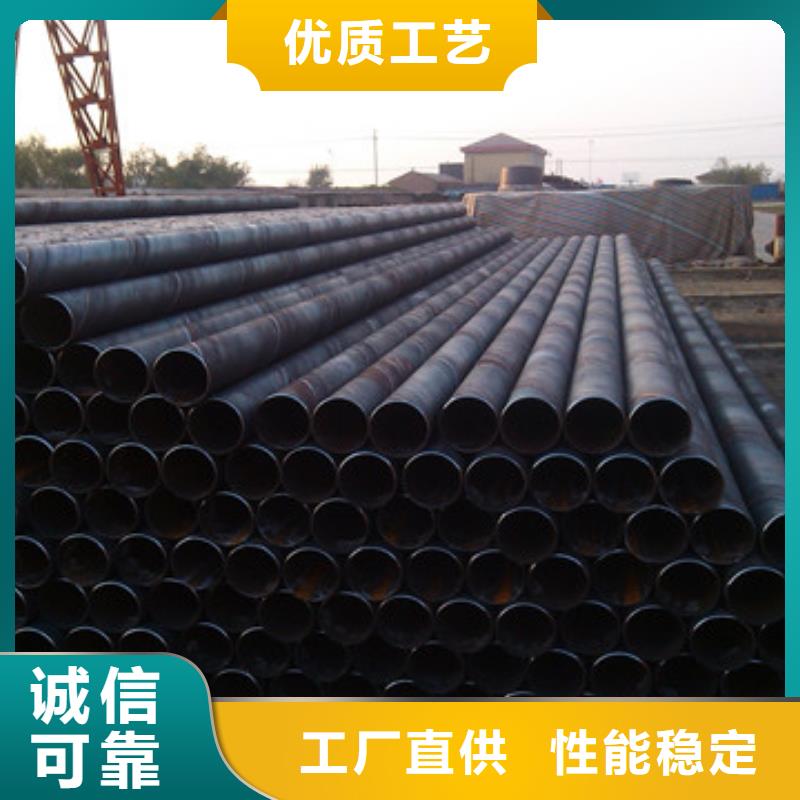
焊接钢管:
焊接钢管
焊接钢管
也叫焊管,它是由钢带切割成窄钢条,然后用模具冷加工裹成管状。然后专用焊机接着将一条管缝焊接。外焊缝打磨光亮。一般的焊管的内毛刺不打的。只有精密焊管才打内毛刺。
防腐蚀分:焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械、制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝管
是用钢板或钢带经过弯曲成型,然后经焊接制成。按焊缝形式分为直缝焊管和螺旋焊管。按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
一般焊管
一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造 。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,表6-17为焊接钢管尺寸。
无需电焊机和套丝高频电阻直缝焊管,也不需做跨接地线,无须刷漆,省去了传统熔焊和套丝等复杂的施工工序。只需将直管接头连接管与管,螺纹管接头连圆钢管理论重量与接线盒,定位后用专用工具拧紧(拧断)螺钉即可,与接线盒高频电阻缝焊处用锁母紧定即可。管路转弯处用弯管器可现场弯曲相应的弧度。
焊接强度和稳定性区别
1.1 拉脱力试验: 大于200MPa 或者钢管部分撕裂
1.2焊缝宽度: 大于翅片厚度 即焊着率>99%1.3焊接强度稳定性: 每班首件做焊接试样 达到2.1 或者2.2的要求
1.4 焊缝抗弯曲试验: 翅片左右弯曲20度 向左向右弯曲两次 焊缝无裂纹
1.5 锤击试验: 平行于钢管敲击翅片上部 直到翅片脱落 翅片本身不得断裂
1.6 如果试验失败 必须启用退火功能
热影响区区别
用显微镜配合微硬度计测量
钢管热影响区深度小于0.5mm
产品尺寸精度区别
3.1 翅片段全长 -1mm ~ +1mm 分段运动精度 -0.5mm ~ +0.5mm
3.2 片距 -0.2mm ~ +0.2mm
3.3 翅片和钢管垂直度 -1度 ~ +1度
3.4 同组对焊翅片平面度 -0.2mm ~ +0.2mm翅片本身厚度公差引起的高度差除外
3.5 同组对焊翅片高度差 -0.2mm ~ +0.2mm 翅片本身尺寸公差引起的高度差除外
3.6 双管中心距离公差 -0.5mm ~ +0.5mm
3.7在同样钢管材料, 同样片距和片数条件下, 不同小口径焊管焊接后长度变化一致
焊接速度区别
基管外径25~51 翅片厚度2mm 每对焊接时间小于3秒 (不包括上下料时间和退火时间)H型薄壁焊管省煤器技术原理 H型薄壁焊管,亦称H型肋片管,也有称蝶片管的,它是把两片中间有圆弧的钢片对称地与光管焊接在一起形成鳍片(肋片或蝶片),正面形状颇像字母“H”,故称为H型薄壁焊管。 H型薄壁焊管的两个鳍片为矩形,近似正方形,其边长约为光管的2倍。属扩展的受热面。 H型薄壁焊管采用闪光电阻焊工艺方法,其焊接后焊缝熔合率高,焊缝抗拉强度大,具有良好的热传导性能。 H型薄壁焊管还可制造成双管的“双H”型薄壁焊管,其结构的刚性好,可以应用于管排较长的场合。结构形式:基本形式为“H”型及双“H”型 。
随着我国经济的持续发展,大力发展能源行业,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,薄壁焊管表面处理是决定管线防腐使用寿命的关键因素之一,它是防腐层与薄壁焊管能否牢固结合的前提。经研究机构验证,防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外,薄壁焊管的表面处理对防腐层寿命的影响约占50%,因此,应严格按照防腐层规范对薄壁焊管表面的要求,不断探索和总结,不断改进薄壁焊管表面处理方法。
您是想要在齐齐哈尔市泰来县采购高质量的焊管、焊管厂家直销-价格合理产品吗?天鑫达特钢有限责任公司(泰来县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的焊管、焊管厂家直销-价格合理产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:杨经理-【18853178958】,地址:《钢材市场》。









