

以下是:【优选】电解抛光设备源头厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 36KG/桶 类型 不锈钢抛光去毛刺去除焊点增强抗腐蚀能力 颜色 淡绿色 品牌 张家港灯鼎科技 型号 DD-204 可定制 是 使用寿命 3-5年 【优选】电解抛光设备源头厂家,前海灯鼎实业(东湖区分公司)为您提供【优选】电解抛光设备源头厂家,联系人:楚先生,电话:【0527-88266222】、【17768165506】,请联系前海灯鼎实业(东湖区分公司),发货地:宝安区沙井镇。 江西省,南昌市,东湖区 北魏年间,郦道元著《水经注》中即有东太湖的记载。东湖区境内名胜古迹众多,有江南名楼滕王阁、大安寺、杏花楼、钟鼓楼、宁王府,八一起义和八一广场旧址、贺龙指挥部、叶挺指挥部、朱德军官教导团等。
深入了解【优选】电解抛光设备源头厂家产品,一部视频就够了,快来观看!
以下是:【优选】电解抛光设备源头厂家的图文介绍南昌东湖前海灯鼎实业有限公司是专门从事 电解抛光设备的生产厂家,加强品质的管理是提高产品市场占有率的前条件,我们不断以系统、正规化的品质管理体系作为坚强的后盾,使企业实力向更高目标迈进。因而,我们严格贯彻ISO9001质量管理体系,即加强了企业的综合实力,又对塑立统一的企业形象起到了举足轻重的作用。
凝聚精神,体现品质内涵!
我们坚持“和谐、谦学、务实、创新”的企业使命,改变一切不适应市场发展趋势的经营观念与行为习惯,进一步激发团队的激情与组织的活力,充分发挥我们的创新能力,不断超越自我,创造一种蓬勃发展的动力之源,以快速自身的整体竞争力。
我们相信:在“合作发展、共同提高”的基础上,我们全体员工将以饱满的工作热情、创新的工作思维和务实的工作做法,团结一致,奋勇拼搏一定能够在经济舞台上达到既定目标,并与所有的合作伙伴共同发展。
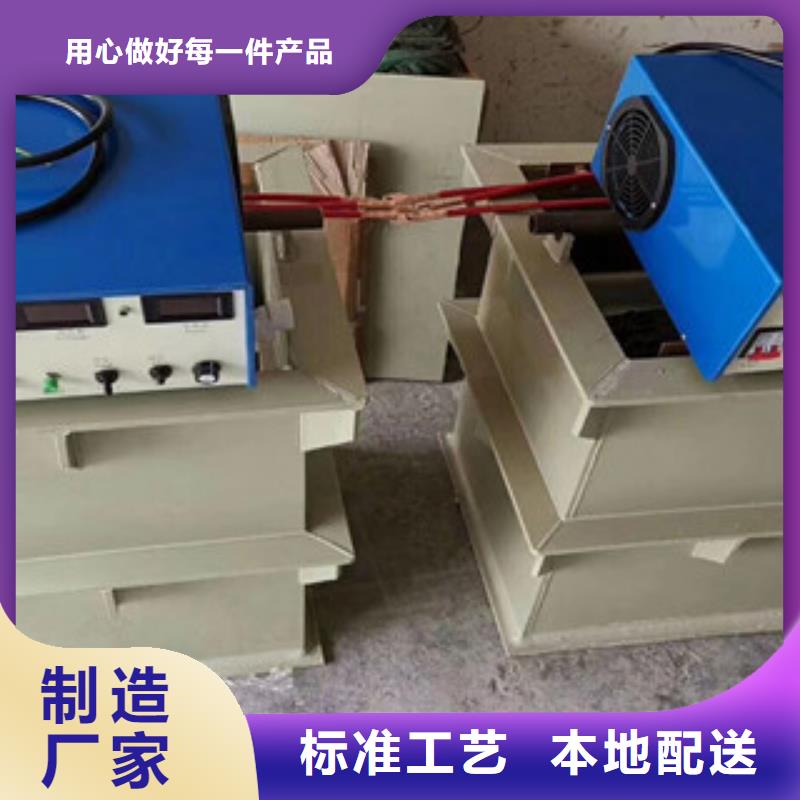
电解抛光是利用金属表面微观凸点在特定电解液中和适当电流密度下﹐发生阳极溶解以对电解工件进行抛光的一种电解加工技术﹐又称电抛光﹐英文简称ECP。首先将需要电解的工件作为阳极接入直流电源的正极,用铅﹑铜等耐腐蚀的导电材料作为阴极﹐接入直流电源的负极。两者相距一定距离浸到电解液(一般以硫酸﹑磷酸为主要成分)中﹐在一定温度﹑电压和电流密度下﹐通电一定时间(一般为几分钟)﹐直到工件表面上的微小凸起部分溶解掉﹐变成平滑光亮的表面即可。电解抛光的主要特点是﹕1、抛光的表面不会产生变质层﹐无附加应力﹐并可去除或减小原有的应力层2、对那些难于用机械抛光的硬质材料﹑软质材料以及薄壁﹑形状复杂﹑细小的零件和制品都能使用电解抛光加工﹔3、抛光时间短﹐而且可以将多件工件同时抛光﹐提高生产效率﹔4、电解抛光所能达到的光亮度与原始表面粗糙度有关﹐一般可提高两级。但由于电解液的通用性差﹐使用寿命短和强腐蚀性等缺点﹐电解抛光的应用范围受到限制。5、电解抛光主要用于表面粗糙度小的金属制品和零件﹐如反射镜﹑不锈钢餐具﹑装饰品﹑注射针﹑弹簧﹑叶片和不锈钢管以及不锈钢门花配件等﹐还可用于某些模具(如胶木模和玻璃模等)和金相磨片的抛光。
各种影响电解抛光质量的原因:1 磷酸是形成电解抛光粘液膜的主要成分之一。磷酸含量过高时,槽液黏度很高,电阻较大,需要在较高电压下才能抛光,且整平速度较慢。磷酸含量过低时,难以形成黏液膜,即钝化倾向小于活化倾向,导致零件的不均匀腐蚀。2 硫酸的影响:硫酸对不锈钢有较强的腐蚀作用。硫酸的含量过高时,抛光表面容易出现过腐蚀的均匀的密集的麻点;硫酸含量过低时,钝化倾向小于活化倾向,不均匀的腐蚀更为严重。3 电流的影响:电解抛光通常在高电流密度下进行。在低电流密度时,金属处于活化状态,被抛光的表面发生侵蚀,此时化学溶解强于电化学抛光溶解,因此所得抛光表面的粗糙度差。
当电流的密度超过了正常的抛光范围时,会有氧气猛烈的析出,表面发生过热和腐蚀,造成剧烈的不规格的溶解。同时增大了电能的消耗,降低了电流的效率。高阳极的电流密度,有时还会导致阳极的迅速溶解,使近阳极的溶解产物浓度提高,电阻增大。4 温度的影响:降低温度会使电解液的黏度提高,阳极溶解产物从金属表面向本体电解液的扩散更加困难。提高温度可使抛光的过程加速,电流的效率提高,从而改善了产品的粗糙度和光亮度。温度过高会使溶解的金属的浓度不断升高,同时,高温度容易形成气流,把电解液与金属表面挤开,反而降低了金属的溶解速度。因为高温时电解液的黏度相应降低了,从而加速了溶解产物的扩散,这样的又导致溶解速度的加速,影响了产品的表面的光亮度。5 抛光时间的影响:延长抛光时间,超过了达到一定的表面光亮度所需的时间上限,不仅不能进一步提高表面的光亮度,反而会降低表面的光亮度。
好多人问电解抛光液如何保护,下面张家港灯鼎科技有限公司的楚先生告诉大家电解抛光液应该如何保护? 1,电解抛光液上面为什么有好多脏东西? 回答:电解抛光产品时前处理没有做好,在电解产品时一定把产品上面的油和锈处理干净,不然电解时这些东西会飘在电解液上,会严重的影响电解液的寿命,以及电解抛光的质量。 2,电解液不使用时为什么电解液液面会逐渐上升 回答:因为电解液属于强酸性电解液,在不适用的情况下,电解液吸收空气中的水蒸气,所以液面会逐渐上升,不适用的情况下盖上,因为电解液吸收水,电解液浓度必定下降,影响抛光质量以及抛光液寿命3,电解抛光时为什么时而导电时而不导电? 回答:二个原因:一,挂具有可能跟产品接触不牢固,挂具有可能与跟阳极铜棒接触不牢固,没有电流。二,阴极铜板上有铜绿出现,影响导电效果。4, 电解液用了半年,电解的质量下降的原因?回答:2个原因:一,没有定期的补加电解液。二,没有定期的清洗电解液底部的污垢。5,工件抛光后表面有白色的条纹是怎么回事?原因分析:溶液相对密度太大,液体太稠,相对密度大于1.82。解决方法:增大溶液的搅拌程度,如果溶液相对密度太大,用水稀释至1.72。在90~100℃条件下并加热一小时。6.为什么抛光后表面有阴阳面,及局部无光泽的现象?原因分析:工件放置的位置没有与阴极对正,或工件互相有屏蔽。解决方法:将工件进行适当的调整,使工件与阴极的位置适当,使电力分布合理。7.抛光后工件表面平整光洁,但有些点或块不够光亮,或出现垂直状不亮条纹,一般是什么原因引起的?原因分析:可能是抛光后期工件表面上产生的气泡未能及时脱离并附在表面或表面有气流线路。
解决方法:提高电流密度,使析气量加大以便气泡脱附,或提高溶液的搅拌速度,增加溶液的流动。
【优选】电解抛光设备源头厂家,前海灯鼎实业(东湖区分公司)为您提供【优选】电解抛光设备源头厂家产品案例,联系人:楚先生,电话:【0527-88266222】、【17768165506】,发货地:宝安区沙井镇。









