

以下是:电解抛光加工定做价格的产品参数
材质 不锈钢、不锈铁 生产场地 深圳市宝安区 规格 奥氏体。马氏体 类型 来料加工 颜色 镜面 品牌 灯鼎 型号 DD-606 可定制 是 生产日期 2019-2022 价格 0.01元 生产时长 3小时 是否生产型 是 范围 供应范围覆盖湖南省 益阳市 长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、怀化市、娄底市、湘西市、永州市、郴州市 赫山区、南县、桃江县、安化县、沅江市等区域。 电解抛光加工定做价格,不锈钢电解抛光厂(益阳市分公司)为您提供电解抛光加工定做价格,联系人:姚先生,请联系不锈钢电解抛光厂(益阳市分公司),发货地:宝安区沙井街道共和社区福和路先欲兴大厦604。 湖南省,益阳市 益阳市是“中国羽毛球运动之乡”“中国竹子之乡”“中国黑茶之乡”“中国淡水渔都”“花鼓戏窝子”,先后获得省级园林城市、中国杰出绿色生态城市、森林城市、卫生城市、全国文明城市提名城市、湖南省历史文化名城等称号,自古是江南富饶的“鱼米之乡”。
不容错过的电解抛光加工定做价格视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
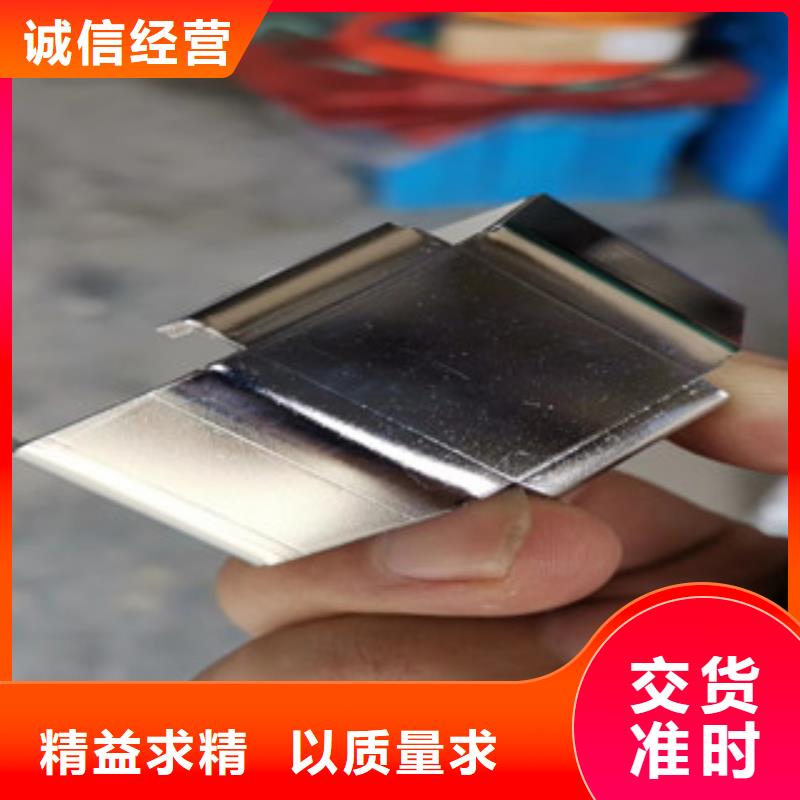
以下是:电解抛光加工定做价格的图文介绍为保证客户提货方便及时,常年备有 不锈钢电解抛光现货。在广大客户和同仁的大力支持下,我公司业务辐射到全国各行业。湖南益阳不锈钢电解抛光厂的经营理念是:诚信为立业之本 公司的服务宗旨:为客户创造价值!热忱欢迎广大新老客户联洽合作事宜,共同谋求发展!
13.电化学抛光液内硫酸与磷酸之间有什么关系?
原因分析:硫酸较多,抛光速度过快,对金属基体可加快腐蚀,磷酸较多,可在工件表面吸附一种黏膜,亮度下降,抛光速度变慢。当然也不排除其他因素。
解决方法:调整硫酸磷酸合适比例。也可以选择“云清各种无铬电解添加剂”配方。
14.工件抛光后表面无光泽,在浅黄色底子上有白色斑点,一般什么原因引起的?
原因分析:可能是电解抛光溶液中铬酐含量过高,甚至超过1.5%。
解决方法:铬离子属于重金属离子,对人体有致癌作用,污染环境,可选用无铬抛光液。使用“长程牌不锈钢通用电解液”。
15.电解液成本核算主要是哪些? 主要是电费、电解液、整流器、电解槽、极板、铜棒、加热管等。
16.不锈钢各种材质在电解抛光时电流密度是多少?与电解成本有什么关联?
原因分析:在市场常规情况下不锈钢各种材质在电解液的密度为:200系列不锈钢材质电流密度在25—50安培之间,300系列不锈钢材质电流密度在15—30安培之间,400系列不锈钢材质电流密度在30—55安培之间。
解决方法:可选用“长程牌不锈钢通用电解液”200系列不锈钢材质电流密度在15—25安培之间,300系列不锈钢材质在10—15安培之间,400系列不锈钢材质在25—30之间。电流密度越大,耗电量越大。而在电解成本核算中,电费所占的比例很大。
17.抛光后经擦拭干净扔无光泽,有浅兰色阴影什么原因?
原因分析:可能是电化学抛光液配制后,未进行加热及通电处理,或溶液操作温度偏低。
解决方案:120℃下加热电抛光液一小时或将电解液加热到规定温度。
18.抛光后无光并且有黄色斑点是什么原因引起的?
原因分析:可能电化学溶液的相对密度偏小,已小于1.70。
解决方案:调整电抛光的相对密度或在80—100℃条件下加热浓缩以增大起相对密度。或是更换新液。
19.工件抛光后,为什么从槽中取出就出现褐色斑点?
原因分析:可能是电抛光不够,或是时间较短。
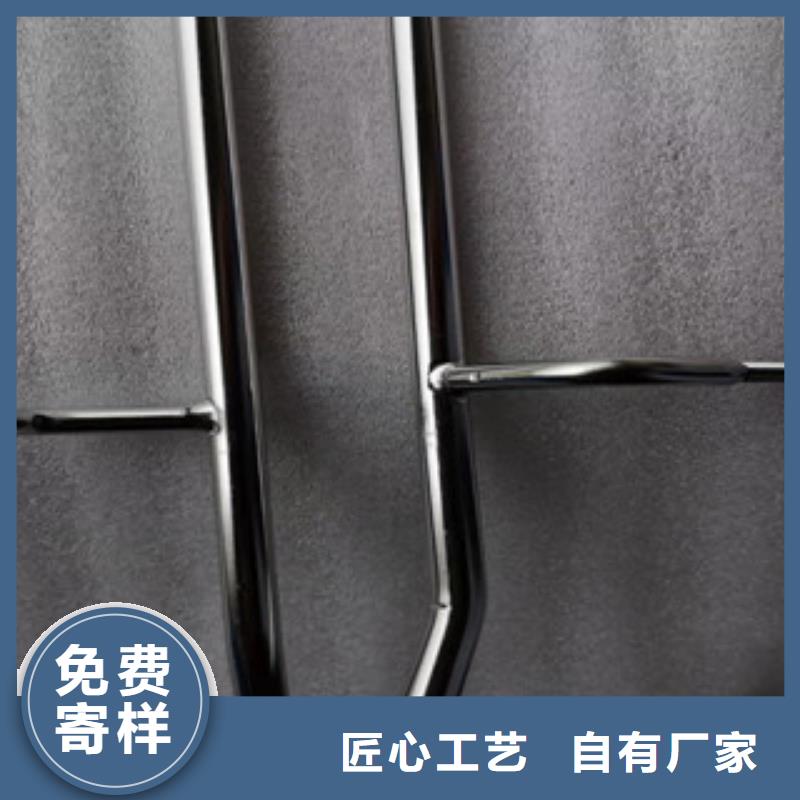
具体价格以 不锈钢电解抛光实际材料、 不锈钢电解抛光实际尺寸面谈或电话约谈!湖南益阳不锈钢电解抛光厂在发展过程中,不断成长,积累了丰富的 不锈钢电解抛光经验。承接了许多 不锈钢电解抛光案例,受到了用户赞誉。
1、整流器的基本类型
硅整流器:硅整流器使用历史长,技术成熟,目前是整流器主流产品。各种整流电路获得的均是脉动直流电,不是纯直流。为了比较脉动成份的多少,一般用纹波系数来表示,其数值越小,交流成份越少,越接近纯直流。各种整流电路的波动系数不同。其由大到小的次序为:三相半波整流、三相全波桥式整流或带平衡电抗器的六相双反星形整流。可控硅利用改变可控硅管导通角来调整输出平均直流大小的普通可控硅整流器,可控硅管输出的是间断脉冲波,其纹波系数的受导通角控制,输出纹波系数大于普通硅整流电路。
2、开关电源
开关电源兼有硅整流器的波形平滑性优点及可控硅整流器的调压方便的优点,电流效率高体积小,数千安培至上万安培的大功率开关电源已进入生产实用阶段。开关电源其频率已达音频,通过滤波实现低纹波输出更为简便易行。而且稳流、稳压等功能更易实现。因此,开关电源是今后发展的方向。
3、脉冲电源设备
脉冲电源主要是由嵌入式单片计算机等进行控制,因此,除实现脉冲输出之外,一般具备多种控制功能。(1)自动稳流稳压。传统硅整流器电流或电压无法自动稳定,随电网电压的波动而波动。而脉冲电源则拥有高精度的自动调节功能,脉冲电源输出电压可以几乎不变。脉冲电源的自动调节功能一般具有二种模式:一,恒电流限压模式。二,恒电压限流模式。(2) 多段式运行模式。铝阳极氧化或硬铬电镀时,往往需要进行反向电解、大电流冲击、阶梯送电等操作。具有多段式运行模式的脉冲电源则只需提前设定,生产时可自动按顺序进行自动调节。这一功能对硬铬电镀是非常有用的,每一段时间可在0~255秒内调节设定。(3)双向脉冲功能。正负脉冲频率、占空比、正反向输出时间均可独立调节,使用灵活、方便。配合硬铬电镀工艺,可获得不同物理性能的镀层。(4) 直流叠加功能。输出正反向脉冲电流的同时,由同一台电源叠加输出一纯直流成分,更拓宽了脉冲电源的使用范围及用途。
1、有电压而无电流、或者有电流而无电压。
无论是上述那一种情况,电源都已正常工作,操作者都应该检查自己的负载是否接触良好,负载是否被短路或开路、负载是否符合规范等等。
极端来讲,如果电源有电压输出(恒压状态),而负载线又断了,自然输出电流就等于零了。同样,如果电源有电流输出(恒流状态),而负载又短路了,自然输出电压就等于零了。
2、在调电压时,空载电压调不上去。
有些操作者喜欢把“电流调节”电位器左旋到头,至使电源空载电压也调不起来。这说明他对“电流调节”缺乏实质性的理解。因为电源即使处于空载也要消耗一点点电流,而你把“电流调节”关到零,连一点点小电流都不放出来,当然空载电压也升不起来了。所以“电流调节”一般不要调到零,(向右调到四分之一圈左右就不会发生以上情况了)。
3、电源有电压输出,也有电流输出,再调电压,电压就调不上去了;或者电源有电压输出也有电流输出,再想把电流调大点,电流就调不大了。
这是由于操作者对“恒压”、“恒流”的概念不甚清楚的原因。如果“恒压”灯亮,说明电源工作在恒压状态,(可以认为电压占主动地位)。这时的输出电流的大小,是由负载决定的,而不是由操作者调出来的,(可以说电流是占被动地位),如果这时去右旋“电流调节”旋钮,电流是不会增大的。但这时去右旋“电压调节”旋钮,输出电压是会升高,输出电流也会随之升高的。(电压是主,电流是从)。
同理,如果“恒流”灯亮,说明电源工作在恒流状态,这时的输出电压也不是“调”出来的,而是由负载决定的。只有去调节“电流调节”旋钮,输出电流才会改变,输出电压也随之变化。(这里电流是主,电压是从)。
总之,要弄清主从关系。电源处于“恒流”状态时去调电流,处于“恒压”状态时去调电压,才能改变负载上的电压和电流。
高频电镀电源电镀加工原理与组成
高频电镀电源电镀原理:
用电解的方法将金属沉积于导体(如金属)或非导体(如塑料、陶瓷、玻璃钢等)表面,从而提高其耐磨性,增加其导电性,并使其具有防腐蚀和装饰功能。对于非导体制品的表面,需经过适当地处理(用石墨、导电漆、化学镀处理,或经气相涂层处理),使其形成导电层后,才能进行电镀。电镀时,将被镀的制品接在阴极上,要镀的金属接在阳极上。电解液是用含有与阳极金属相同离子的溶液。通电后,阳极逐渐溶解成金属正离子,溶液中有相等数目的金属离子在阴极上获得电子随即在被镀制品的表面上析出,形成金属镀层。例如在铜板上镀镍,以含硫酸镍的水溶液作电镀液。通电后,阳极上的镍逐渐溶解成正离子,而在阴极的铜板表面上不断有镍析出。
电镀电源是将工频交流电变换为不同电压、频率和波形的直流电设备。在晶闸管整流器中主要应用“整流”技术,在高频开关电源中既应用“整流”技术又应用“逆变”技术。电镀电源主要由主电路和控制电路组成。
主电路主要包括主变压器、功率整流器件和一些检测、保护装置等。电镀电源中的主变压器是将交流电源电压降低为电镀工艺所需要的电压值。晶闸管整流器中使用的是工频(50Hz)变压器,高频开关电源中使用的是高频(10~50kHz)变压器。检测装置包括电压表、电流互感器等。保护装置主要是用于功率整流器件的过流保护。
控制电路主要包括晶闸管或IGBT等的触发控制电路,电源的软启动电路,过流、过压保护电路,电源缺相保护电路等。
高频开关电源与可控硅整流器的区别
8000A/18V为例比较参数
电解抛光加工定做价格,不锈钢电解抛光厂(益阳市分公司)专业从事电解抛光加工定做价格,联系人:姚先生,电话:【0527-88266222】、【17768165506】,发货地:宝安区沙井街道共和社区福和路先欲兴大厦604,以下是电解抛光加工定做价格的详细页面。














